熔渣与金属的作用
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第30页(4981字)
焊接材料的药剂(如药皮、药芯、焊剂)在焊接高温时熔化的产物及其在焊接冶金过程中的生成物,称为焊接熔渣。
1.焊接熔渣的作用
(1)机械保护作用:焊接时,焊接材料的药剂熔化后所形成的液态熔渣覆盖在熔滴和熔池的表面上,使之与空气隔开,避免了空气中的有害气体(N2、O2等)侵入液态金属。熔渣凝固后所形成的渣壳覆盖在焊缝上,可以继续防止处于高温的焊缝金属受空气的作用,在一定程度上,也减缓了焊缝金属的冷却速度。
(2)改善焊接工艺性能:通过熔渣,可改善、提高焊接电弧的引燃性和稳定性;合适的熔渣,可使全位置焊接成为可能,可以降低焊缝金属的气孔倾向,减少焊接飞溅,使焊缝表面成型良好。
(3)冶金处理:焊接熔渣可与液态金属产生一系列的冶金反应,从而影响焊缝金属的成分和性能。通过冶金反应,熔渣可清除焊缝中的有害杂质,如氢、氧、硫、磷等,通过熔渣可向焊缝过渡所需要的合金元素,使焊缝金属合金化。
2.焊接熔渣的成分和种类
焊接熔渣是个多元化学复合体系,根据其成分,通常可分为三大类:
(1)盐型熔渣:主要由金属的氟盐、氯盐组成,如CaF2-NaF、CaF2-BaCl2-NaF、KCl-NaCl-Na3AlF6、BaF2-MgF2-CaF2-LiF等。盐型熔渣的氧化性很弱,主要用于焊接铝、钛和其他活性金属及其合金。
(2)盐-氧化物型熔渣:主要由氟化物和强金属氧化物组成,如CaF2-CaOA12O3、CaF2-CaO-SiO2、CaF2-CaO-A12O3-SiO2等渣系。这类熔渣的氧化性较小,主要用于焊接高合金钢及合金。
(3)氧化物型熔渣:主要由各种金属氧化物组成,应用较多的有MnOSiO2、FeO-MnO-SiO2、CaO-TiO2-SiO2等。这类熔渣的氧化性较强,一般用于焊接低碳钢和低合金钢,常用焊接熔渣的成分见表2-3。
表2-3 焊接熔渣的化学成分

3.焊接熔渣的物理性质
焊接熔渣的物理性质主要指熔渣的熔点、粘度、相对密度、脱渣性和透气性等。这些性质对于焊缝的成型、电弧的稳定性、焊接位置的适应性、焊接缺陷的产生以及焊接生产率等方面都具有重大的影响。
(1)熔渣的熔点:熔渣的熔点应稍低于被焊金属的熔点。焊接钢时,熔渣的熔点为1100~1200℃较为适宜。熔渣的熔点过高时,容易出现压铁水现象,且易引起焊缝夹渣;熔点过低时,熔渣的流动性过大,易于流散,失去对液态熔池的保护作用。
(2)熔渣的粘度:熔渣的粘度越小,渣的流动性越好,在熔渣里所发生的化学反应就越强烈。但熔渣的粘度不宜太小,否则熔渣便不能均匀地覆盖在焊缝表面,造成焊缝成型不良。粘度过大时,熔渣和铁水不易分离,影响焊接过程的连续进行。CaF2、TiO2、K2O、Na2O等组分加入熔渣,可以降低熔渣的粘度,其中CaF2的效果更为显着,而CaO等可增大熔渣的粘度。
根据冷却时熔渣粘度增加的快慢,熔渣可以分为长渣和短渣两种类型。在高温条件下,熔渣的粘度都很小,但有的渣随着温度的降低迅速开始凝固,并且凝固温度区间较窄,粘度迅速增大,这种焊接熔渣称为短渣。而熔渣凝固缓慢、凝固温度区间较宽、粘度增大迟缓的称为长渣。在焊接材料药剂中含有萤石、钛白粉、金红石的熔渣一般都表现为短渣。短渣的特点是高温时粘度小,流动性好,冶金效果好,而在冷却条件相同时凝固时间很短,粘度迅速增大,所以可用于立、横、仰等空间位置的焊接操作。长渣则相反,一般不宜于全位置焊接的操作。
(3)熔渣的脱渣性:表示熔渣全部凝固后,从焊缝表面脱落的性质。影响熔渣脱渣性的主要因素是熔渣与焊缝金属之间的化学结合力。在焊钢的条件下可以认为主要是熔渣的氧化性,即熔渣中FeO的含量起重要作用,因为FeO既能溶解在金属中,又能溶解在熔渣中,这种连生结晶使金属和熔渣结合起来从而恶化脱渣性;其次,熔渣和金属的线膨胀系数相差愈大,熔渣本身的弹性愈小,熔渣的松脆度愈大,则熔渣的脱渣性愈好。熔渣中加入TiO2,可以有效地改善脱渣性,加入CaF2将恶化熔渣的脱渣性。
(4)焊接熔渣的导电性:焊接熔渣的导电性对焊接工艺性能的影响很大,直接影响着焊接电弧的再引燃性和稳定性。固态熔渣不导电,但熔渣在液态下具有导电性。其导电性取决于熔渣的成分和温度,一般情况,碱性氧化物(CaO、BaO、MgO)可增加熔渣的导电率,而酸性氧化物(SiO2、Al2O3等)可降低导电率,由于温度升高会使渣中粒子尺寸变小,活动能力增强,使渣的导电率增大。
(5)焊接熔渣的表面张力:焊接熔渣的表面张力对熔滴过渡、焊缝成型、焊接位置的适应性、脱渣性以及冶金反应都有着重要影响。熔渣的表面张力主要取决于其结构和温度。原子之间的键能愈大,其表面张力也愈大。一般具有离子键的物质,如FeO、MnO、CaO、MgO、Al2O3键能比较大,所以它们的表面张力也比较大;具有极性键的物质,如TiO2、SiO2键能比较小,其表面张力也较小;共价键的物质,如Ba2O3、P2O5键能最小,其表面张力也最小。当温度升高时,离子的综合矩减小,离子之间的距离增大,离子之间的相互作用力减弱,熔渣的表面张力下降,反之亦然。
4.熔渣的化学性质
(1)熔渣的碱度:熔渣的碱性强弱程度是熔渣的重要化学性质,既与熔渣的活性、粘度和表面张力等性质有密切联系,而且对熔渣的冶金性质有重要影响,以下为熔渣碱度的两种表达方式:
①分子理论的表达式:分子理论将焊接熔渣中的氧化物按性质分为三类:
酸性氧化物:按酸性由强至弱的顺序有:SiO2、TiO2、P2O5等。
碱性氧化物:按碱性由强至弱的顺序有:K2O、Na2O、CaO、MgO、BaO、FeO等。
两性氧化物:主要有Al2O3、Fe2O3、Cr2O3等,其特点是在强酸性渣中常呈弱碱性,在强碱性渣中常呈弱酸性。
熔渣的酸碱性取决于其中占优势的氧化物是酸性还是碱性。为此,分子理论对熔渣碱度B的定义为:

或近似地表示为:

碱度的倒数为酸度,从理论上讲,当B>1时为碱性渣,但由于上述计算公式既未考虑各种氧化物的碱性或酸性的强弱程度,也未考虑碱性氧化物与酸性氧化物的复合情况,因而与实际情况有偏差。以后通过实验作了修正,提出了比较精确的修正公式:

式中各成分均以质量百分数计。一般B1>1时为碱性渣;B1=1时为中性渣;
B1<1时为酸性渣。
②离子理论的表达方式:离子理论是把液态熔渣中自由氧离子的浓度(氧离子的活度)定义为碱度的,自由氧离子的浓度越大,碱度越大。离子理论的碱度计算公式如下:
式中:ai——第i种氧化物的碱度系数(表2-4);
表2-4 氧化物的碱度系数及相对分子质量

Mi——第i种氧化物的摩尔分数。
一般,B2>0为碱性渣;B2=0为中性渣;B2<0为酸性渣。
显然,熔渣的碱度因焊条药皮或焊剂类型不同而异,其中,只有低氢焊条和焊剂251的熔渣是碱性,其他熔渣皆为酸性。因此,熔渣可归纳为两大类,即酸性渣和碱性渣,焊条和焊剂也相应分为酸性和碱性两大类。随着熔渣酸碱性的不同,其冶金性能、焊接工艺性能以及焊缝的成分、性能也有显着的不同。
(2)活性熔渣对金属的氧化:活性熔渣对焊缝金属的氧化,主要是通过扩散氧化和置换氧化形成的。
扩散氧化:FeO是一种既能溶解于熔渣(FeO)又能溶解于液态铁〔FeO〕的氧化物,因此,当焊接熔渣与液态铁相接触时,其中的FeO可以互溶,即
根据质量分配定律,在一定温度下,当FeO在熔渣与铁水中的溶解达到平衡时,其溶解比是个常数,即

因此,焊接钢时,当熔渣中的FeO含量较高时,它就可向焊缝金属中扩散,使焊缝氧化。图2-5显示了焊接低碳钢时焊缝中的含氧量随熔渣中的FeO含量的增加而增加的线性关系。FeO在熔渣和铁水中的分配关系与温度和熔渣的碱度有关。研究表明,温度越高越有利于FeO向铁水中分配,由此可见,扩散氧化主要产生于熔滴阶段和熔池前部高温区。在相同温度下,FeO在碱性熔渣中的分配常数小于酸性熔渣,即FeO在碱性渣中比在酸性渣中更容易向焊缝金属中扩散,在熔渣中FeO含量相同的情况下,碱性渣更易扩散氧化。其原因是在碱性渣中,SiO2、TiO2等酸性氧化物较少,FeO的活度大,易向金属中扩散,使焊缝增氧;而在酸性渣中,SiO2、TiO2等酸性氧化物多,与FeO形成复合物而减小FeO的活度,故不易向焊缝金属中扩散。正是由于碱性渣易扩散氧化,所以碱性焊条对氧的敏感性大,制造时,在药皮中一般不加含FeO的物质,并且焊前务必要将焊件表面的氧化皮和铁锈清除干净,否则很难避免因焊缝增氧所带来的危害。

图2-5 熔渣中FeO含量与焊缝中含氧量的关系
置换氧化:熔渣中一些易分解的氧化物在高温下与液态铁接触时,就可能发生置换反应使铁氧化。如SiO2和MnO这种稳定性不高的氧化物,它们在熔渣中的含量较高时,就可能发生如下反应:
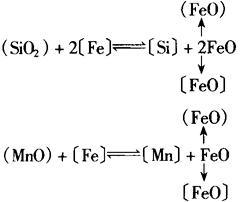
反应结果使铁氧化,生成物FeO虽大部分浮入熔渣,但仍有一部分溶入液态金属,使焊缝增硅、增锰、增氧。SiO2、MnO与铁的反应属吸热反应,升高温度可促进反应的进行。因此,置换氧化主要发生在熔滴阶段和熔池前部的高温区。而在温度迅速下降的熔池后部,则产生Si、Mn又被重新氧化的过程,生成SiO2和MnO,但由于熔池后部的温度低,反应慢,反应进行的程度不足,且生成的SiO2和MnO往往以夹杂物的形式存在于焊缝中,所以焊缝中氧、硅、锰的含量还是增加的。