MZ-1000型焊机介绍
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第159页(1636字)
MZ-1000焊机是应用广泛的一种电弧电压自动调节、变速送丝的典型自动埋弧型焊机,它由焊车、电源、控制电路等组成。
1.工作原理
(1)MZ-1000型焊机控制原理框图(图4-19A):图中M2是焊车的行走控制电机,通过触发环节,改变整流电路晶闸管导通角,使输出电压改变,控制M
2直流电机的电枢电压,获得所需的小车行走速度——焊接速度。通过转换开关控制小车前进或后退。M1是送丝电机,通过指令电压,给定一个维持一定弧长的送丝速度,当平衡一旦破坏,电弧电压将通过采样、比较电路、送丝特性控制电路、送丝电机触发电路,改变送丝整流电路的晶闸管导通角,改变输出电压,使直流控制电机电枢电压改变,获得希望的送丝速度,维持给定的弧长。焊丝的反抽运动由送丝电机换向电路实现。
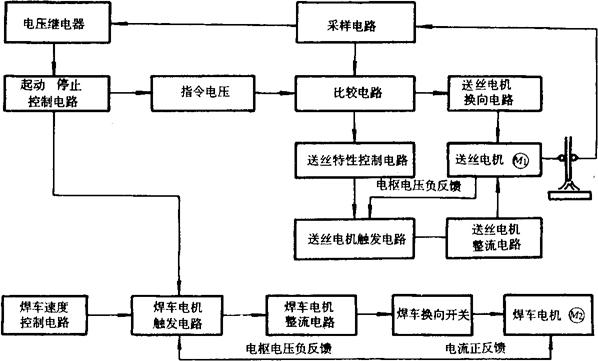
图4-19A MZ-1000型焊机电路控制原理框图
(2)MZ-1000型焊机电气原理图(图4-19B):图中点划线框内为MZ1000型焊机配用的ZXG-1000R直流焊接电源。R3、R5等组成采样电路,将电弧电压加到R4的两端,R4与D12-15整流桥组成比较电路。R4将电弧电压与“指令电压”(其值由电位计W1决定)反向串联后加到D12-15整流桥的交流端,该整流桥的交流端电压控制由G1、G2、J4等元件组成的“送丝电机的换向电路”通过J4-1-J4-4实现M1的正反转,实现焊丝的送进或反抽。整流桥的直流端电压则控制由G3、G4、B3等元件组成的“送丝电机触发电路”,这个触发电路还接受送丝电机电枢电压负反馈,用来控制由晶闸管KP1、二极管D25等元件组成的“送丝电机整流电路”,向送丝电机M1馈电。为了调节与校正送丝的最大速度与起始速度,由调整电位计起“送丝特性控制电路”作用,改善控制特性。“电压继电器电路”由继电器J1、稳压器WZ1及R1、C1、D5等元件组成。按钮AN1和AN2、继电器J2、J3、J5等元件组成焊机的“起停控制电路”。焊车速度控制由W2实现。G5、G6、B4等组成“焊车电机触发电路”。KP2、D32等元件组成“焊车电机整流电路”。K5作为“焊车换向开关”控制“焊车电机M2”的转向,以改变焊车运行方向。
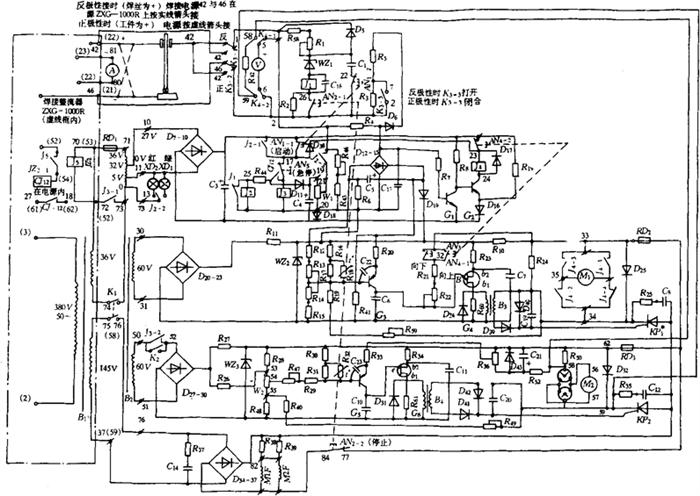
图4-19B MZ-1000型焊机电气原理图
2.与MZ-1000型焊机配用的焊车MZT-1000
(1)MZT-1000结构:焊车MZT-1000是焊机MZ-1000的核心,它是焊机的执行机构,它通过对送丝电机M1和小车行走电机M2的控制,实现焊丝的送进和速度调节及焊车的行走和速度调节。焊车的结构如图4-20所示。
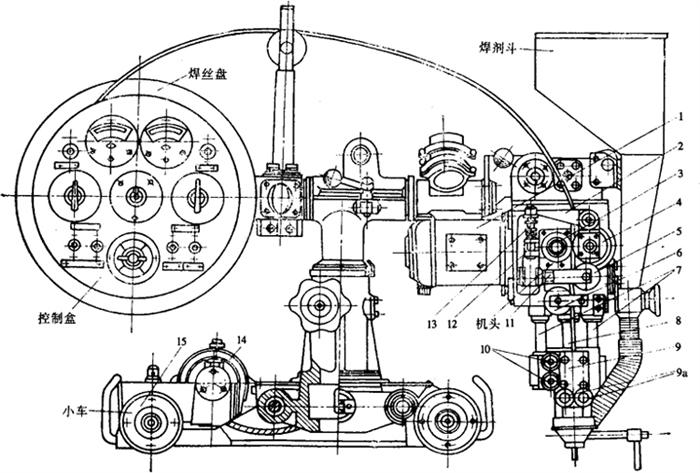
图4-20 MZT-1000型自动焊焊车
1-送丝电机 2-摇杆 3、4-送丝轮 5、6-矫直滚轮 7-圆柱导轨 8-螺杆 9-导电嘴 9a-螺丝(压紧导电块用) 10-螺丝(接电极用) 11-螺钉 12-调节螺母 13-弹簧 14-小车电机 15-小车车轮
(2)MZT-1000焊车的传动系统:图4-21是送丝机构的传动系统,图4-22是焊车行走机构的传动系统。
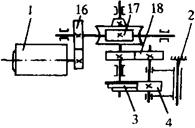
图4-21 MZT-1000送丝机构传动系统
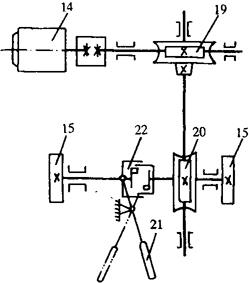
图4-22 MZT-1000焊车行走机构传动系统