TIG焊工艺参数的选择
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第180页(1785字)
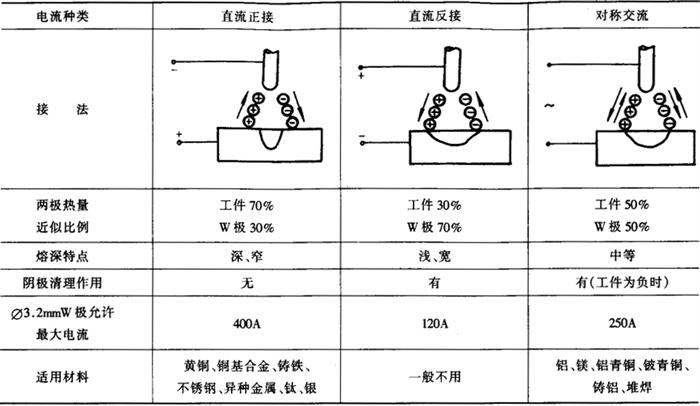
1.焊接电流类型及数值
焊接电流类型有直流、交流两种。直流又有正接和反接两种不同的使用方法。电流种类和接法的选择主要取决于被焊材料的种类和对焊缝的要求,参考表5-5。电流数值的选择主要取决于工件厚度、焊缝位置、坡口形式等。
表5-5 TIG焊不同类型电流的特点
2.钨极种类、直径和端部形状的选择
钨极是TIG焊的重要部件,国产钨极型号有纯钨极W、钍钨极WTh-××、铈钨极WCe-××三大类,型号中的W表示钨极,化学符号表示所加的微量元素,后面的数字表示含这种微量元素氧化物的千分之几以上。如WTh15含ThO2为1.5%~2%,WCe-20含CeO为2%。日本常用钨极型号有YWP为纯钨极,含W为99.95%,钍钨极有YWTh-1,含ThO2为0.8%~1.2%,YWTh-2含ThO2为1.7%~2.2%。美国常用钨极型号有:EWP——纯钨极,含W为99.5%;钍钨极有EWTh-1,含ThO2为0.8%~1.2%,EWTh-2含ThO2为1.7%~2.2%,EWTh-3含ThO2平均值为0.35%~0.55%,EWZr含ZrO为0.15%~O.40%。
含微量元素的钨极逸出功小,发射电子能力强,如纯钨极逸出功为4.5eV,饱和热发射电流密度,3600K时为453A/cm2。而钍钨极逸出功为2.7eV,3600K时饱和热发射电流密度为5740A/cm2。锆钨极逸出功为3.1eV,3600K时饱和热发射电流密度为2900A/cm2。铈钨极(含微量镧和钇)的逸出功为2.7eV,3600K时饱和热发射电流密度为11480A/cm2。正因为逸出功不同,所以用不同电极焊接同一种材料时,建立稳定焊接过程所需的焊机空载电压是不同的。如焊接不锈钢时,用纯钨极需要空载电压为95V,用钍钨极为50~70V,用铈钨极为30~35V。可以根据所焊材料、焊机的空载电压及经济效益综合考虑选择钨极的类型和型号。钨极的直径和端部形状则是根据通过的电流数值和电流种类进行选择。交流电流时,选用端部为半圆形钨极,直流电流时选用端部为圆台形钨极。表5-6为不同直径圆台钨极使用电流范围和形状的要求。
表5-6 不同直径和形状钨极电流使用范围

3.气体流量和喷嘴直径的选择
为获得最佳保护效果,喷嘴内径和气体流量有一个最佳配合范围。对于手工氩弧焊一般喷嘴内径在5~20mm之间,气体流量在5~25L/min之间。流量太小,气流挺度差、排开空气的能力差,影响保护效果。流量太大,则造成紊流、卷入空气,使保护效果显着下降。喷嘴直径过大,不但影响观察焊缝而且使气流流速过低,造成挺度不足,保护效果下降。
4.焊接速度
焊接速度主要取决于工件厚度、焊接电流和预热温度。配合适当的焊接速度可以获得要求的焊缝深度和宽度。在采用高速自动焊时,由于焊速过大会使熔池前沿保护气体不足,甚致使电弧、熔池前沿完全暴露在空气中,为克服焊速过大造成的影响,可以采用加大气体流量和将焊炬向前倾斜一定角度的办法。
5.喷嘴与工件的距离
一般在8~14mm之间,小于此范围易使钨极与熔池接触,烧损钨极造成焊缝夹钨缺陷,并且影响对熔池的观察。大于此范围将严重影响气体保护效果。
6.焊接电流、喷嘴直径和气体流量之间的关系
表5-7 焊接电流、喷嘴直径和气体流量之间的关系

注:金属喷嘴最大允许焊接电流500A,陶瓷喷嘴最大允许焊接电流300A。