管状药芯焊丝气保焊原理、特点和用途
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第241页(905字)
1.工作原理
如图5-35所示,喷嘴2中喷出的CO2或CO2+Ar气体,对焊接区起气体保护作用。管状焊丝中的药粉(焊剂),在高温作用下熔化,并参与冶金反应形成熔渣。对焊丝端部、熔滴和熔池起渣保护作用。
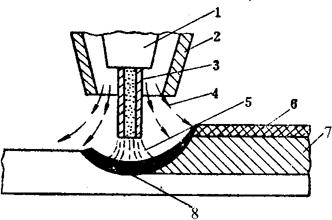
图5-35 管状药芯焊丝气保焊原理示意图
1-导电嘴 2-喷嘴 3-管状焊丝 4-保护气体 5-电弧 6-熔渣 7-焊缝 8-熔池
2.药芯焊丝气保焊的特点
药芯焊丝气保焊是渣、气联合保护,所以它既有渣保护特点又有气保护焊特点。
(1)优点:
1)采用渣气联合保护,焊缝成形美观,电弧稳定性好,飞溅少且颗粒细小。
2)焊丝熔敷速度快,比普通熔化极气保焊使用电流更大,焊丝伸出长度较短。熔敷效率和生产率都较高。
3)焊接各种钢材的适应性强:通过焊剂成分的调节,可达到要求的焊缝金属化学成分,改善焊缝机械性能。
(2)缺点:
1)焊丝制造复杂。
2)送丝难度增大,需用低压力的送丝机构送丝。
3)焊丝表面易锈蚀,粉剂易吸潮,对焊丝保管要求严格。
3.药芯焊丝的用途
由于药芯焊丝制造技术日趋成熟,应用范围在逐渐扩大。可以用于自动焊、半自动焊,选用不同的气体与焊丝相互配合,可以对碳钢、低合金钢、不锈钢、铸铁等,进行平焊、仰焊和全位置焊接。
上一篇:药芯焊丝CO2保护焊
下一篇:焊接技术手册目录