高频焊接工艺
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第377页(968字)
高频焊的焊接速度一般很快,焊接缺陷的动态检查十分困难,因此,设计出最佳的焊接规范和焊接装置显得十分重要。高频焊的工艺参数很多,其中最主要的如下:
1.焊接装置功率的选择
主要根据焊接装置的频率、工作效率、焊接速度、工件的材料和厚度来确定。实际设计中,可按下式估算:
P=k1·k2·t·b·V
式中 P——焊机功率(kW);
t——壁厚(mm);
b——加热宽度,一般假定为1cm;
v——焊接速度(m/min);
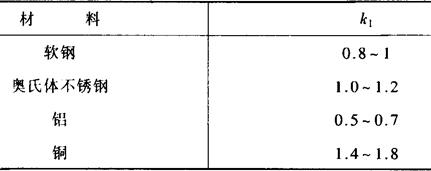
k1——材质系数,见表7-46;
表7-46 材质系数k1
k2——尺寸系数,接触焊时,k2=1,感应焊时,k2值见表7-47。
表7-47 尺寸系数k2

2.焊接电流频率
一般频率越高,越能充分利用趋表效应和邻近效应,达到节省焊接功率和保证焊接质量的目的。但频率过高将使加热时间延长,加热宽度过窄,焊缝强度下降。
通常在焊接中小型管时,苏联取440kHz,有时也用到70~100kHz,其他国家一般在170~500kHz。
3.焊接速度
由于焊接速度越快,加热时间越短,从而使焊接过程中形成的氧化物进入焊缝金属中的机会大大减少,焊缝质量越高。因此,在焊接装置和机械的能力允许下,尽可能选择最大速度。