钎焊接头形式和装配间隙的选择
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第416页(1169字)
1.钎焊接头形式的选择
选择原则:满足强度、密封性、焊接工艺性要求。如要求接头与母材等强度时,首先在结构设计上就应当给以保证。用扩大焊缝截面、改善结构形式等手段弥补钎焊接头达不到与母材等强的缺陷。为增强接头的密封性设计了端面密封接头如图8-4所示形式。为增强接头负荷能力和承受动荷能力设计了动荷和重荷接头结构,如图8-5所示。各种钎焊接头形式如图8-3~8-9所示。

图8-3 平板钎焊对接接头
1,2,3-平对接 4,7,8-加盖板对接 5,6-搭接对接 9-弯边对接 10-锁边对接

图8-4 端面密封接头
注:密封接头,钎焊时应留焊接工艺孔,保证加热时,气体逸出,有助于保证焊缝密封性。
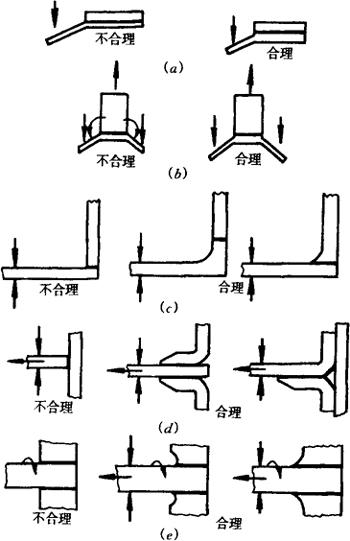
图8-5 动荷、重荷的接头设计

图8-6 T形和斜角接头
注:(a)(b)(e)(f)强度较低

图8-7 管、棒与板的钎焊接头
注:(a)(e)强度较低

图8-8 线接触钎焊接头
注:用于受力不大或不受压力焊缝。
(a)一些典型接头 (b)管状散热器接头 (c)夹层结构接头 (d)蜂窝结构接头

图8-9 管件钎焊接头形式
1-内孔径相同 2-外径相同 3-外径与内孔径均不同 4-外径相同内孔径不同
2.钎焊接头的装配间隙
为保证接头钎缝强度和致密性,焊件接头之间必须留适当间隙。不同母材、不同钎料常用的接头间隙如表8-8所示。当钎料流动性差、水平位置钎焊时、使用钎剂(钎料与母材发生强烈反应)时要扩大装配间隙。反之钎料流性好、垂直位置钎焊、无钎剂的自钎剂钎料(钎料与母材相互作用小)时,可以缩小装配间隙。异种材料焊接时,应计算出钎焊温度时的实际间隙,即考虑热膨胀的影响。
表8-8 各种材料钎焊接头的装配间隙

上一篇:钎焊方法的特点与应用
下一篇:焊接技术手册目录