铁基堆焊合金
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第456页(4386字)
有珠光体、奥氏体、马氏体、合金铸铁四大类。
1.珠光体堆焊合金
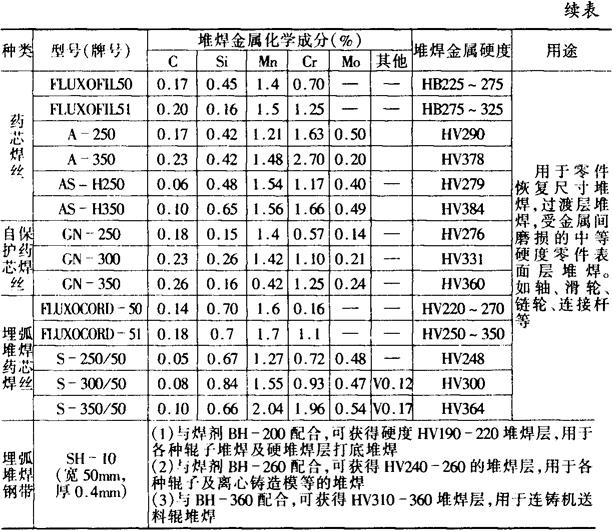
含碳量一般在0.25%以下,合金元素以Mn、Cr、Mo、Si为主,总含量小于5%。自然冷却时,堆焊层金属组织主要是珠光体,也会出现少量的索氏体和屈氏体。其堆焊层硬度较低、冲击韧性较高、可焊性好,用于修复磨损零件尺寸和过渡层的堆焊。珠光体堆焊材料的成分、硬度及用途见表9-2。
表9-2 珠光体堆焊材料成分、硬度、用途

2.奥氏体堆焊合金
有高锰、铬锰、镍铬奥氏体钢三大类。
高锰奥氏体堆焊合金含C量为0.7%~1.1%,含Mn为10%~14%,强度高,韧性好,易产生热裂纹。焊后硬度等于HB170左右。经冷作硬化后硬度提高到HB450~500。用于修复重冲击载荷下金属间磨损和磨料磨损工件。
铬锰奥氏体堆焊合金:低铬奥氏体钢含铬小于4%,含Mn为12%~15%,还含少量的镍和钼。其性能和高锰奥氏体钢相近,但焊接性更好,适用于重冲击条件下磨料磨损的工件堆焊。高铬奥氏体钢含Cr为12%~17%,含Mn15%左右。除具有高锰奥氏体钢的优点外,还具有耐腐蚀性、耐热性和抗热裂的优良性能。主要用于修复严重冲击载荷的金属间磨损件。
镍铬及高铬奥氏体堆焊合金:如18-8,25-20及1Cr13等镍铬奥氏体不锈钢。它具有高的抗腐蚀性,耐高温氧化性,热强性。耐磨性较差。主要用于耐腐蚀性容器等的堆焊。以上三类奥氏体堆焊合金的成分、性能、用途见表9-3~表9-8。
表9-3 奥氏体锰钢、铬锰钢堆焊合金成分、硬度
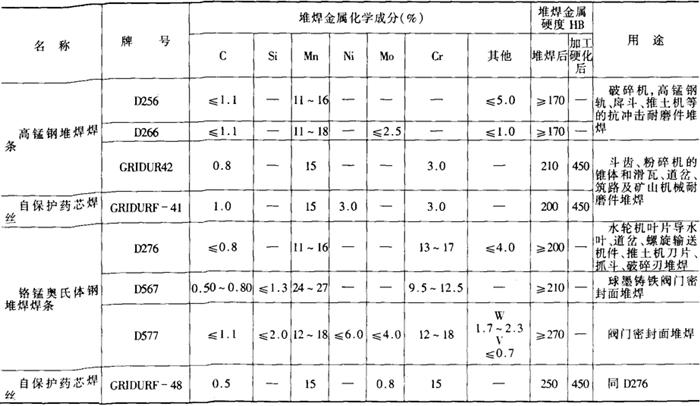
注:堆焊金属化学成分余量为Fe。
表9-4 铬镍不锈钢焊条的堆焊金属成分、硬度、用途

注:堆焊金属化学成分余量为Fe。
表9-5 铬镍不锈钢堆焊丝及带极的成分、硬度、用途
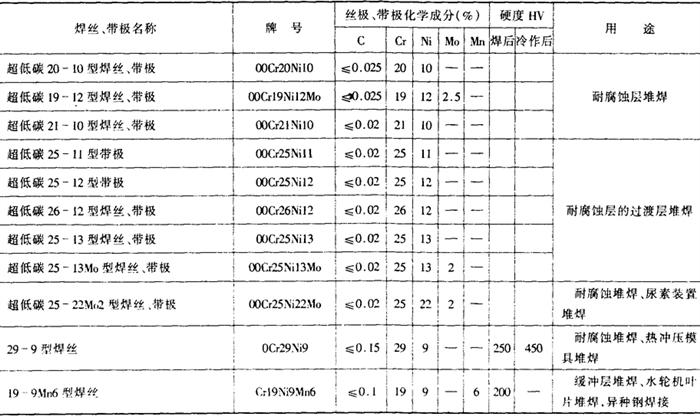
注:丝极、带极化学成分余量为Fe。
表9-6 高铬不锈钢堆焊焊条的成分、硬度、用途
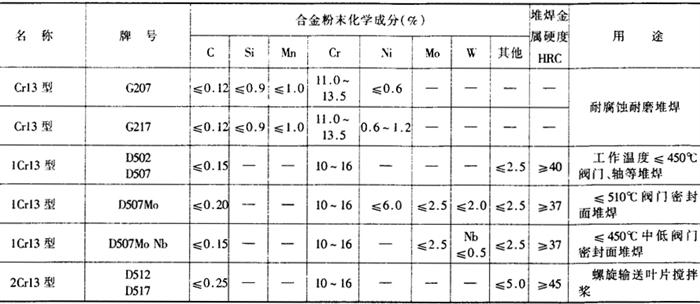
注:合金粉末化学成分余量为Fe。
表9-7 高铬不锈钢堆焊丝、带极成分、硬度、用途

注:焊丝或带极化学成分余量为Fe。
表9-8 等离子堆焊用铬镍奥氏体型铁合金粉末
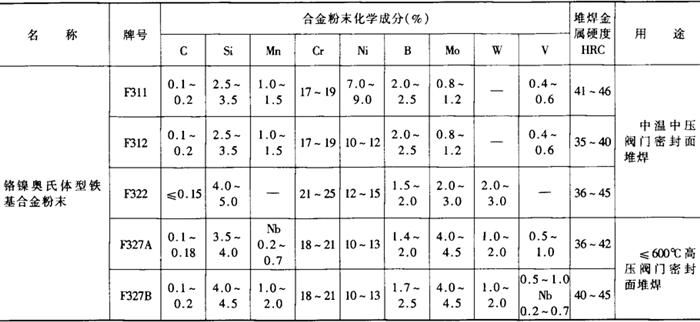
注:合金粉末化学成分余量为Fe。
3.马氏体堆焊铁合金
含C为0.1%~1.5%,其他合金元素总量为5%~15%。加入Mo、Mn、Ni能促使马氏体形成,提高淬硬性和强度。加入Cr、Mo、W、V可促使碳化物形成,提高耐磨性。加入Mn、Si可提高焊接性。焊态组织主要是马氏体,有时也出现少量的珠光体、屈氏体、贝氏体和残余奥氏体。根据含C量不同可分为低碳马氏体钢(含C0.3%以下),中碳马氏体钢(含C0.3%~0.6%),高碳马氏体钢(含C0.6%~1.5%)。马氏体堆焊合金有较高的硬度,在HRC25~60之间,屈服强度较高,能承受中等冲击。主要用于金属间磨损。高碳马氏体堆焊金属可用于磨料磨损。硬度和耐磨性随C、Cr含量增高而提高。如果C和Cr均高,堆焊层会出现残余奥氏体,将促使韧性提高。低碳马氏体钢堆焊层硬度小于HRC45时,堆焊层可以进行机械加工(磨削或碳化钨刀具加工),用于修补工件磨损区。马氏体堆焊金属的成分、硬度、用途见表9-9~表9-13。
表9-9 低碳马氏体钢堆焊焊条成分、硬度、用途
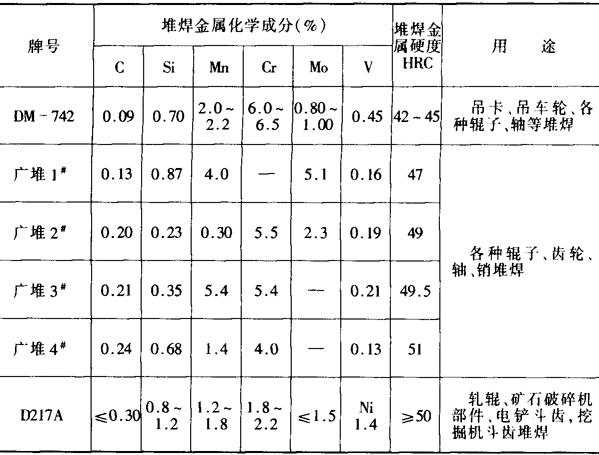
注:序号1~5为非标准产品,DM-742为哈焊所研制,余为广州焊条厂研制。堆焊金属化学成分余量为Fe。
表9-10 中碳马氏体钢堆焊焊条成分、硬度、用途

注:堆焊金属化学成分余量为Fe。
表9-11 高碳马氏体钢堆焊焊条成分、硬度、用途

注:堆焊金属化学成分余量为Fe。
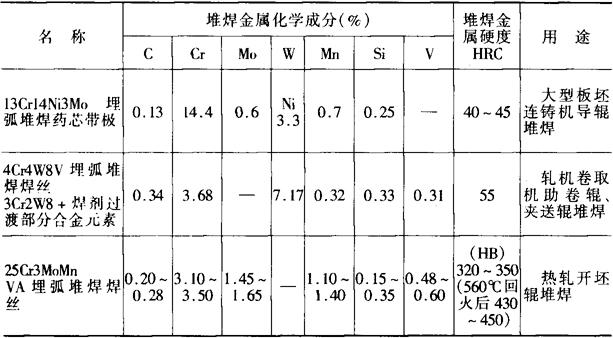
表9-12 马氏体钢堆焊药芯焊丝的成分、硬度、用途


注:堆焊金属化学成分余量为Fe。
表9-13 马氏体钢带极埋弧堆焊层的成分、硬度、用途

注:堆焊金属化学成分余量为Fe。
其他类型的马氏体钢堆焊合金:高速钢、工具钢、模具钢、高铬马氏体不锈钢均属于马氏体钢堆焊合金。其中高速钢属热加工工具钢:淬火回火组织为马氏体和碳化物,含钨、钼较高,热硬性(高温硬度)高,红硬性(保持室温硬度的最高温度)高达600℃。若加入少量的钴可以进一步提高热硬性和红硬性。其成分、硬度和用途见表9-14。热工具钢:含碳量比高速钢低,具有较高的强度和冲击韧性,抗冷热疲劳能力也较好,在冷热反复变化时抗表面龟裂能力较强,有较好的抗氧化性和耐磨性。其成分、硬度、用途见表9-15和表9-16。冷工具钢:有较高的常温硬度和抗金属间磨损能力。其成分、硬度、用途见表9-17。
表9-14 高速钢堆焊焊条成分、硬度、用途

注:1.表中硬度值为焊后状态,焊后经540~560℃回火,硬度值可提高HRC2~4。
2堆焊金属化学成分余量为Fe。
表9-15 热锻模钢堆焊焊条的成分、硬度及用途
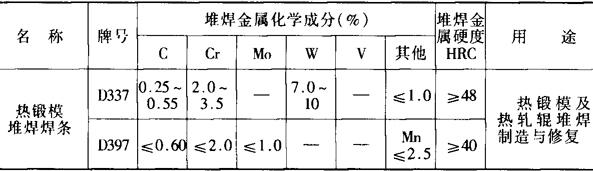
注:堆焊金属化学成分余量为Fe。
表9-16 热轧辊堆焊材料的成分、硬度及用途

注:堆焊金属化学成分余量为Fe。
表9-17 冷工具钢堆焊材料的成分、硬度及用途

注:堆焊金属化学成分余量为Fe。
4.合金铸铁堆焊金属
有马氏体、奥氏体和高铬三类合金堆焊铸铁。马氏体合金堆焊铸铁:含C量2%~5%,常加入铬、镍、钨、铌、硼等合金元素,合金元素总含量小于25%。这类合金铸铁属亚共晶合金铸铁。它由马氏体+残余奥氏体+含合金碳化物莱氏体组成。硬度为HRC50~60,有较高的抗磨料磨损、耐热、耐蚀、抗氧化性能。其成分、硬度、用途见表9-18。
表9-18 马氏体合金堆焊铸铁焊条成分、硬度、用途
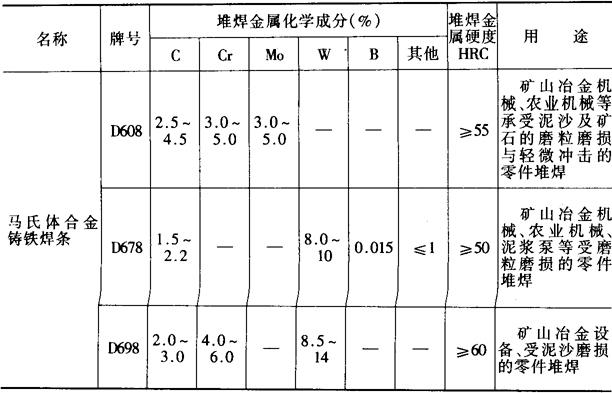
注:堆焊金属化学成分余量为Fe。
奥氏体合金堆焊铸铁:含C量2.5%~4.5%,含Cr12%~28%,另外还含有锰、镍、钼、硅等合金元素,堆焊层为奥氏体+网状莱氏体共晶组织。其硬度HRC45~55,耐低应力磨料磨损,有一定韧性,能承受中等冲击,抗氧化及耐蚀性能较好。其成分、硬度、用途见表9-19。
表9-19 奥氏体合金铸铁堆焊材料的成分、硬度、用途

注:堆焊金属化学成分余量为Fe。
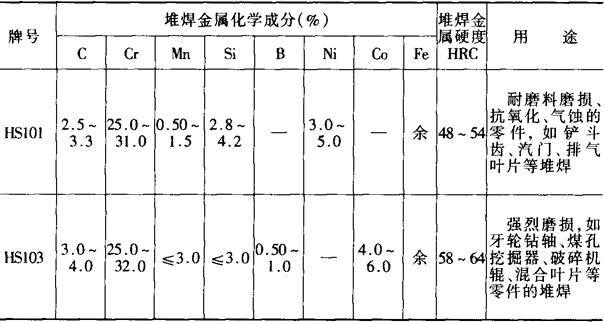
高铬合金堆焊铸铁:含C量1.5%~6.0%,含Cr15%~35%。为进一步提高耐磨、耐热、抗氧化性能,加入钨、钼、镍、硅、硼等合金元素。根据组织不同,可分为奥氏体型、热处理硬化型、马氏体型和多元合金型。其共同特点是含有大量的针状Cr7C3,这种极硬(HV1750)的碳化物分布在基体中,大大提高了堆焊层耐低应力磨料磨损的能力,而耐高应力磨料磨损的能力则取决于基体对Cr2C3的支持能力。因此耐高应力磨料磨损的能力使奥氏体型最差、多元合金型最好。热处理硬化型高铬奥氏体合金:硬度HRC45~55,退火处理后可以进行机械加工,淬火后硬度高达HRC60,具有很高的耐高应力磨料磨损的能力。是一种重要的铸造和堆焊用耐磨材料。奥氏体型高铬铸铁:含碳量较高,奥氏体稳定,不能热处理强化,性脆易裂。加入锰镍等合金元素可以降低裂纹倾向。主要用于耐低应力磨料磨损,如农机零件堆焊。高铬合金铸铁到430℃时热硬性迅速下降。为了提高耐热性能加入钼、钨等合金元素,热强化处理后在430~650℃之间仍能保持热硬性,因而具有良好的耐热磨损性。它们的成分、硬度、用途见表9-20、表9-21。
表9-20 高铬合金铸铁堆焊焊条成分、硬度、用途


注:堆焊金属化学成分余量为Fe。
表9-21 高铬合金铸铁焊丝的成分、硬度、用途