堆焊方法的选择
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第481页(987字)
1.堆焊方法的选择依据
(1)满足堆焊层性能要求:选择了能够满足堆焊层性能要求的合金后,用什么方法堆焊是形成性能良好的堆焊层的关键因素。在可能情况下尽量选用稀释率低的堆焊方法(稀释率见表9-31)。电弧堆焊易烧损合金元素。氧-乙炔堆焊,加热缓慢,用碳化焰会造成增碳。自动堆焊,堆焊层稳定性、可重复性比手工堆焊好得多。带极埋弧堆焊及改进型熔化极气保护堆焊,堆焊层的完整性好,缺陷少,可靠性好。
(2)满足堆焊焊件结构的要求:小型工件大部分堆焊方法都能使用。考虑的主要因素是:堆焊方法的可达性,以及方法的适用焊接位置。如果堆焊层很薄,位置要求准确,最好选用氧乙炔堆焊或钨极氩弧堆焊。对于大型、难于运输和翻转的工件,最好选用手工电弧堆焊,自动、半自动熔化极气保护堆焊。
(3)满足冶金特点的要求:基材和堆焊材料可焊性差,而合金元素减少有助于提高焊接性的条件下,可选用稀释率高的堆焊方法,这样能起到过渡层的作用,提高可焊性。选用线能量大的堆焊方法和工艺参数,能够降低预热和保温的要求。
(4)满足堆焊材料使用状态的要求,见表9-32。
表9-32 堆焊材料不同形态适用的堆焊方法
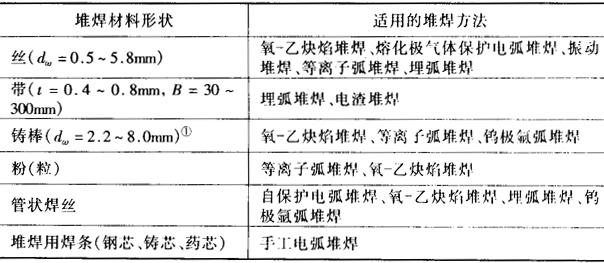
注:①除常规棒料外,我国已能用水平连续法生产优质的高合金铸棒
(5)满足效率和经济性要求:影响效率的关键因素是熔敷速度。所以在满足稀释率的前提下应尽量选择熔敷速度高的堆焊方法,如埋弧自动堆焊、电渣堆焊等。经济性主要是堆焊成本和工件使用寿命两大因素。堆焊成本应包括工时费、材料费、设备折旧费、运输费、焊前准备费、焊后处理费、停工损失费等。为获得最佳经济效益,在允许的条件下应尽量选用高效、节能、成本低、综合效益好的堆焊方法。
2.常用堆焊方法的特点和适用范围(表9-33)。
表9-33 常用堆焊方法的特点及适用范围
