激光耐磨处理
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第497页(1429字)
它是利用激光局部加热作用,配合适当的措施在工件表面形成一个耐磨层的方法。包括激光合金化、激光熔敷、激光粉末喷涂、激光相变硬化、激光光滑化处理等。
1.激光合金化
控制激光能量将工件表面熔化要求的厚度,同时加入粉末状合金元素,从而形成合金化表层。合金成分决定了表层的显微组织类型。激光加工条件决定了显微组织的细化程度。可以在较便宜的母材基体上,通过激光合金化处理,获得性能优良的合金层。在碳钢基体表面上铺撒铬、碳、锰、铝等元素粉末,激光加热熔化处理后可获得不同显微组织的硬化层。表9-43列出了1018钢激光合金化处理条件和结果。
表9-43 1018钢激光合金化的实验条件及结果

2.激光熔敷
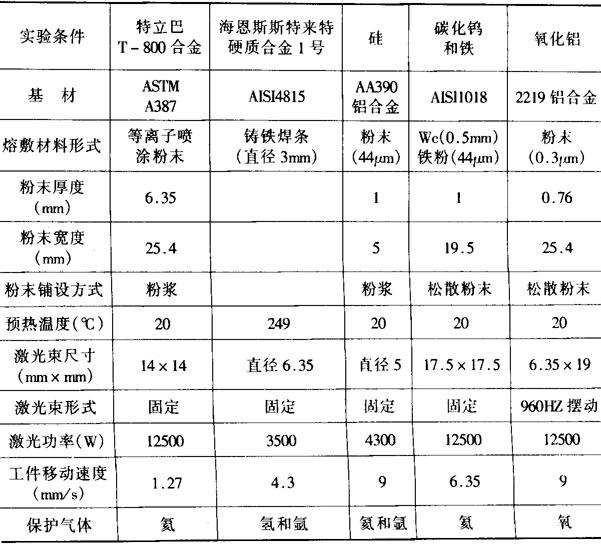
激光熔敷的方法与激光合金化方法的不同之处,在于激光熔敷仅将基材熔化最小厚度,即保证基材与熔敷层形成良好结合的最小厚度。从原理上看激光熔敷与传统的熔敷方法没有什么区别。但当希望得到薄的熔敷层,或熔敷难于接近的表面时,激光熔敷将表现出明显的优点。激光束有可能在低熔点基材上熔敷高熔点合金。不同的熔敷材料与不同的基体激光熔敷的实验条件见表9-44。
表9-44 不同熔敷层激光熔敷的实验条件
3.激光熔射
也称激光熔注。将熔注的合金粉末,如碳化钨用气流通过喷嘴喷射到熔池中。随着熔池后部的凝固与基材金属表面形成熔敷层。其工作原理如图9-7所示。这种激光熔射方法多在图9-8所示的带有光学装置的真空室内进行。在大气环境采用适当的气体保护,可以对绝大多数的金属进行熔射加工。如向铝合金表面注射碳化钛,得到了高质量的熔射层。常用的喷射材料有碳化钨、碳化钛粉末等,基体材质有纯钛、不锈钢、工具钢、镍合金、铝合金、铜合金等。根据需要可以进行多种基体与粉末的组合。但选择的金属在激光熔化的条件下其蒸气压不得过高。熔射前基体表面用溶剂清洗,除去油污,有时还要求磨光。熔射形成的熔射层,不是涂层,也不是合金化形成的合金层,而是一个颗粒性的复合表面层,其显微组织比较复杂,如碳化钛喷在铁基体上,碳化钛仅有少量溶解。但是在这个小范围内,碳化钛就有四种显微组织形态:粗大的碳化钛颗粒、树枝状颗粒、立方形颗粒、花边状颗粒。前三种是碳化钛与液相混合区凝固形成的,花边状颗粒是在低温凝固时由奥氏体钢中分解出来的。激光喷涂激光相变硬化和激光光滑化处理都有提高工件耐磨性能的作用,这里不一一介绍。

图9-7 激光熔射原理图
注:将粉末喷射到用大功率激光束形成的熔化区内,粉末用氦气流输送。

图9-8 激光熔射装置原理图
注:为了防止激光束入射形成的部分反射束,应装有盐平板玻璃。
M1-平面镜,M2-聚焦镜,M3-后镜