埋弧堆焊工艺
书籍:焊接技术手册
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第485页(869字)
1.选择焊丝与焊剂
根据堆焊层的要求,选择合适的焊丝和焊剂。焊丝是堆焊层合金元素的主要来源,它的成分在很大程度上决定了堆焊层的成分和性能。为获得合乎要求的堆焊层,必须选择能基本满足堆焊层性能要求的焊丝。可以选用实心焊丝,也可以选用药芯焊丝。焊剂在堆焊过程中有渗合金的作用,通过熔渣过渡可以改变堆焊层的成分。因此-种焊丝配合不同成分的焊剂,可以得到不同类型的堆焊层。堆焊在大多数情况下选用烧结焊剂,它抗气孔、抗开裂能力强,脱渣性好,便于渗合金。堆焊不锈钢时,往往在焊剂中加铬,通过熔渣向堆焊金属过渡,以补偿在焊接过程中,因氧化和稀释造成的铬损失。
2.焊前准备
工件和焊丝的清理。焊剂烘干,烘干规范为400℃烘2~3h。
3.工艺参数的选择
埋弧堆焊的工艺参数有:堆焊电流、电弧电压、堆焊速度以及极性等。合理的选择参数与恰当的配合,可获得最佳的堆焊效果。堆焊电流和堆焊速度对熔敷速度、稀释率、熔深、熔宽、堆焊层厚度的影响趋势见图9-1和图9-2。为提高熔敷速度、生产率、改善热循环、降低稀释率,可采用带极埋弧堆焊或多丝埋弧堆焊。埋弧堆焊机可用通用埋弧焊机改装,也有专用的埋弧堆焊机,专用堆焊机有堆焊车轮轮缘的Mu-2×300堆焊机,堆焊高合金钢和不锈钢的带极堆焊机Mul-1000-1。
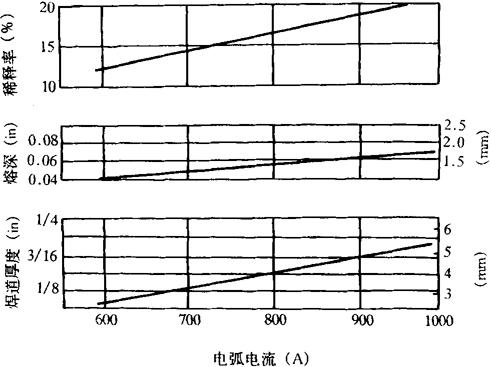
图9-1 堆焊电流的影响
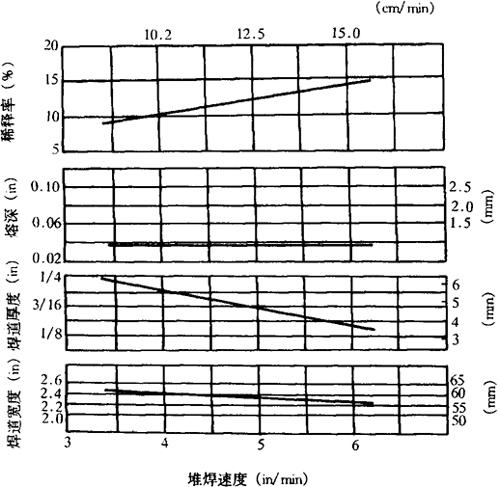
图9-2 堆焊速度的影响
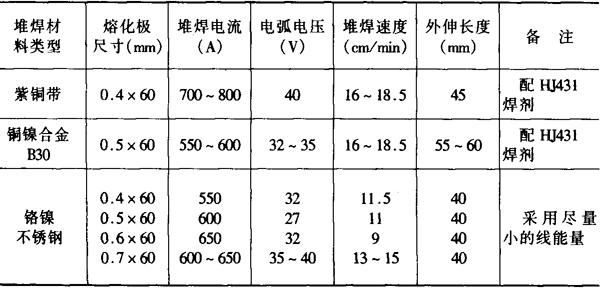
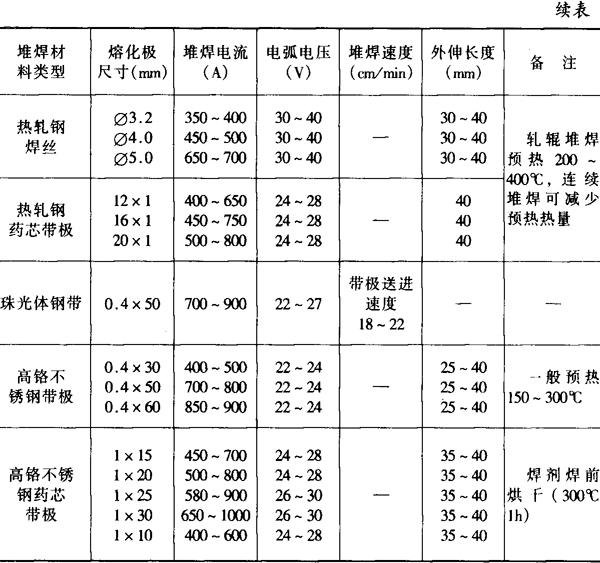
4.埋弧堆焊规范
表9-36 不同材质、不同尺寸埋弧堆焊规范
上一篇:常用热喷涂方法的原理、特点和用途
下一篇:焊接技术手册目录