钛及钛合金
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第600页(2893字)
钛及钛合金按其室温组织可分为:α、β及α+β三类。工业纯钛(组织为α)及α钛合金可焊性好。α+β钛合金中,只有那些β形成元素含量较低的可焊性尚好,其中Ti-6Al-4V应用最广,其焊接接头既可在焊态下使用,又可通过焊后固溶和时效处理进一步强化。大多数的α+β及β钛合金可焊性较差,焊态接头塑性低,具有冷裂倾向。钛及钛合金可焊性见表10-72。
表10-72 钛及钛合金的可焊性


1.焊接特点
(1)钛的化学活性大,不仅在熔化状态,即使在400℃以上的高温固态,也极易被空气、水分、油脂、氧化皮等污染,吸收氧、氮、氢、碳等,使焊接接头塑性和韧性降低,并易引起气孔。因此,焊接时对熔池、焊缝及温度超过400℃的热影响区都要妥善保护。
(2)钛的熔点高、热容量大、导热性差,焊接接头易产生晶粒长大,形成过热组织,特别是β钛合金,易引起塑性降低。而在焊接接头冷却较快时,又易生成不稳定的脆性α′(钛马氏体)相,使焊接接头塑性下降。因此,对焊接线能量要控制,宜用小电流、快速焊。
(3)在氢和焊接残余应力作用下,可导致冷裂纹。对焊接接头的含氢量要控制,对复杂的焊接结构需要消除应力处理。
(4)钛的弹性模量约比钢小一半,焊接变形大,矫形困难。
2.焊接工艺
钛及钛合金的焊接方法列于表10-73。
表10-73 钛及钛合金焊接方法

(1)氩弧焊:坡口形状与不锈钢的相似,原则上用机械加工或用氧-火焰切割后机械加工。用机械方法(细砂纸)或酸洗法清除焊接区和焊丝表面氧化物、污垢等杂质。通常用硝酸洗后以热水冲洗、晾干。清理后放置时间不宜过长,焊前再用丙酮擦洗焊件焊接区和焊丝。焊接场地应洁净,尽量避免使用铁制工具。
要求氩气纯度≥99.99%。露点在-40℃以下。表10-74为钛及钛合金氩弧焊的保护措施。图10-31为局部保护措施示意图。
表10-74 钛及钛合金氩弧焊保护措施



图10-31 局部保护示意图
1.焊枪 2.气保护罩 3.焊件 4.挡板 5.气保护垫板 6.压板 7.冷却块 8.玻璃罩
保护效果可通过焊接区正反面的表面颜色作大致评定(表10-75)。但有些情况(如多道焊),焊接熔池已受污染,虽冷却过程中有良好保护,颜色正常,也不表示焊接质量好。有效的方法是检验焊接接头正、反面的弯曲角和维氏硬度。弯曲角降低和硬度提高标志污染程度增大。
表10-75 焊接区颜色与质量的关系

手工或自动钨极氩弧焊用直流正接,熔化极氩弧焊时因有飞溅易使焊缝污染,宜慎用。尽量采用高频引弧。
钛及钛合金钨极或熔化极氩弧焊填充材料,可选用与母材同成分的焊丝。有时为提高焊缝金属塑性,也可选用强度稍低的焊丝,如焊接Ti-5Al-2.5Sn或Ti-6Al-4V用纯钛焊丝。含铝焊丝对产生气孔较敏感。表10-76为手工钨极氩弧焊工艺参数。
表10-76 手工钨极氩弧焊工艺参数

钛制设备焊后一般不进行消除应力退火处理,但焊件形状复杂或在有应力腐蚀条件下工作时除外。在空气中消除应力处理常选用550~650℃、保温45~60min;在氩气或真空中完全退火选用700~750℃、保温30~60min。焊后消除应力处理常与热矫形结合起来,尽量用电炉加热;用火焰炉时,用微氧化性火焰,防止火焰直接接触工件,也可采用高温涂料保护。无保护气氛中热处理所产生表面吸气层应清洗掉。(处理温度不超过600℃时,用氢氟酸硝酸水溶液;超过600℃时,先用熔融碱池或液体喷砂,然后酸洗)。
Ti-6Al-4V固溶处理,采用910~940℃,20~30min;时效处理,采用480~540℃,4~10h。焊接接头机械性能见表10-77,焊缝金属机械性能见表10-78。
表10-77 工业纯钛(TA1)钨极自动氩弧焊接头机械性能

表10-78 焊缝金属室温机械性能

(2)等离子弧焊接:表10-79为等离子弧焊接工艺参数。由于钛在液态,表面张力大,很适合用于小孔效应法等离子弧焊,焊接厚3~12mm对接接头,焊接过程稳定,工艺参数调节范围大,焊缝正反面成型美观。
表10-79 工业纯钛等离子弧焊接工艺参数

注:焊丝直径1mm,钨极直径5mm。
等离子弧焊接的保护方式与氩弧焊相同,但由于它的线能量大,因此要加强焊接区的保护和冷却效果。采用随焊枪移动的水冷保护滑块,既增强气保护作用,又可加快焊接区冷却,使用效果良好。工业纯钛等离子弧焊接头机械性能见表10-80。
表10-80 工业纯钛(TA1)等离子弧焊接头机械性能

(3)真空电子束焊:应用真空电子束焊焊接钛及钛合金,焊缝纯度高,塑性好,焊接接头的晶粒长大倾向小。
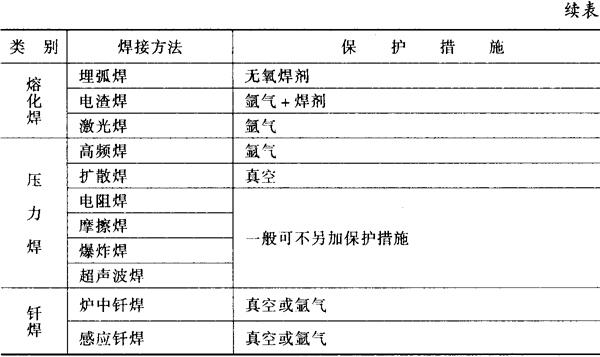
(4)压力焊:扩散焊要求真空,高频焊要用氩气保护,电阻焊工艺参数接近奥氏体不锈钢,点焊时要用球面电极。
(5)钎焊:真空钎焊的真空度应达到1.33×10-2~133×10-3Pa。用氩气保护时,气体露点应低于-57℃。可采用银基、铝基、金基、钛基等钎料。常用的钎料有:银-铜、银-铝-锰和钛-铜-镍等。