等离子弧切割工艺参数
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第715页(1290字)
1.切割气体
氩、氮、氢、氮-氩混合气体、氮-氢混合气体或压缩空气都可作为等离子弧切割气体。气体的选择依切割工件材料而定。气体的导热性越好,等离子弧的温度越高。气体的原子或分子重量越大,越易于将熔化金属从割口中排开。氢气导热好,切割速度快,割口粗糙,但其分子重量轻,因此,氢气要与氮气或氩气混合使用,适宜于切割有色金属。氮气适宜切割碳钢。氩气导热性差,但原子重量大,切割速度较慢,适宜于切割薄板和化学活泼性强的材料。空气中含有大量的氮,在等离子弧中作为切割气体,空气中含有的氧在金属中产生氧化反应而提高工件温度,因此可大大提高碳钢的切割速度,还可减少割口底部的割瘤。空气等离子弧切割时,会产生有毒气体。
2.切割工艺参数
(1)切割电流:切割电流过大,易烧损电极和喷嘴,且易产生双弧,因此对应一定的电极和喷嘴有一合适的电流。
切割电流也影响切割速度和割口宽度,切割电流越大,割口宽度越大,越易形成V形割口。表12-31列出切割电流与割口宽度的关系。
表12-31 切割电流和割口宽度的关系

(2)空载电压:空载电压高,易于引弧。切割大厚度板材和采用双原子气体时,空载电压相应要高。空载电压还与割枪结构、喷嘴至工件距离、气体流量等有关。
(3)切割速度:主要决定于材质板厚、切割电流、切割电压、气体种类及流量、喷嘴结构和合适的后拖量等。
(4)气体流量:气体流量要与喷嘴孔径相适应。气体流量大,利于压缩电弧,使等离子弧的能量更为集中,提高了工作电压,有利于提高切割速度和及时吹除熔化金属,但气体流量过大,从电弧中带走过多的热量,降低了切割能力,不利于电弧稳定。
(5)喷嘴距工件高度:在电极内缩量一定(通常为2~4mm)时,喷嘴距离工件的高度一般在6~8mm,空气等离子弧切割和水再压缩等离子弧切割的喷嘴距离工件高度可略小于6~8mm。
(6)常用金属的切割工艺参数:几乎所有金属材料和非金属材料都可以进行切割。表12-32、表12-33、表12-34分别列出了常用金属用不同的切割方法时的切割工艺参数。
表12-32 一般的等离子弧切割工艺参数参考值

表12-33 水再压缩等离子弧切割工艺参数参考值

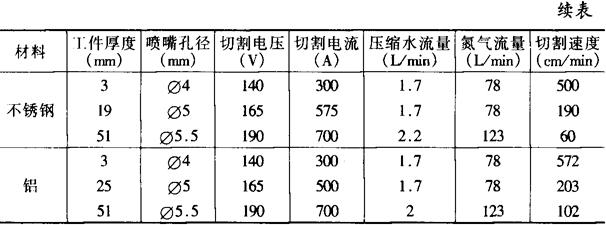
表12-34 空气等离子弧切割工艺参数参考值
