磁粉探伤
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第806页(2059字)
1.磁粉探伤原理、分类及应用范围
磁粉探伤是利用铁磁物质(工件)内缺陷处因导磁率的变化,在其表面产生漏磁场,该漏磁场吸附人为施加的磁粉而形成磁痕,从而显示缺陷的形状和大小的一种探伤方法。
因分类条件不同,磁粉探伤可有多种类型,见表14-41。
表14-41 磁粉探伤方法分类


磁粉探伤主要用于表面质量的检查,主要包括:焊前坡口面检查,焊道及焊缝表面检查,焊缝经热处理、压力实验后的表面检查,临时焊接点固件去除后的表面检查,圆环链检查等。
2.磁化方法
磁化方法的种类见表14-42。
表14-42 磁化方法


磁化方法的选择原则是:
(1)磁化方向应尽量与预计的缺陷方向垂直;
(2)磁场方向应尽量与探伤面平行;
(3)应减少反磁场;
(4)在不允许烧伤探伤面时,应不选择通电法或触头法。
各种磁化电流的适用范围见表14-43。
表14-43 各种磁化电流适用范围


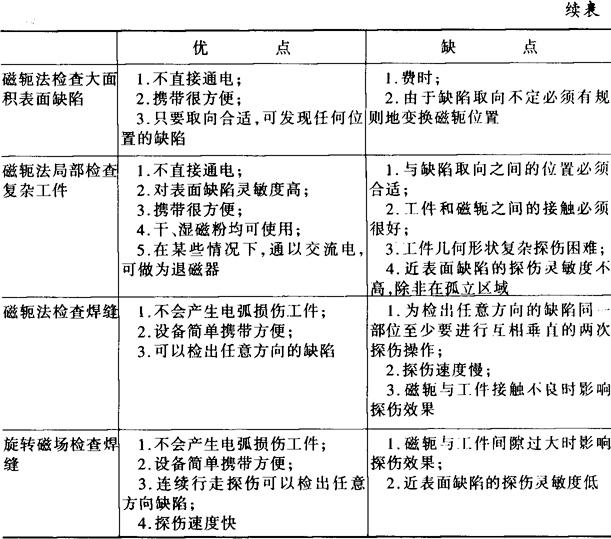
各种磁化方法的优缺点见表14-44。
表14-44 各种磁化方法优缺点对比

3.磁粉探伤机
磁粉探伤机一般可分为携带式、移动式和固定式三类,其基本参数见表14-45。
表14-45 磁粉探伤机型式及基本参数


焊缝磁粉探伤机的生产厂见表14-46。
表14-46 焊缝磁粉探伤设备生产厂


4.磁粉及磁悬液
磁粉是磁粉探伤的显示介质。非荧光磁粉一般为黑色和棕红色,荧光磁粉在紫外线照射下能发出黄绿色。常用磁粉材料干法相对密度为8g/cm3的纯铁粉,湿法相对密度约为4.5g/cm3的氧化铁。磁粉的粒度一般在1~25μm,其形状为球状和高比例的条状颗粒组成,有良好的活动性,并要求其具有高的导磁率和低的剩磁,且不应互相吸引。
磁悬液是含有磁粉的悬浮液。常用的是轻质柴油或水的磁悬液。当检验时要求不得有油污染或有防火要求时用水磁悬液。
磁悬液的浓度一般是:非荧光磁粉为10~25g/L,荧光磁粉为1~2g/L.
5.磁痕的观察与评定
在对磁痕进行解析和评定时,应考虑下列因素:
(1)磁痕的外观和位置;
(2)磁痕的方向和形状;
(3)焊接工艺及材料的类型。
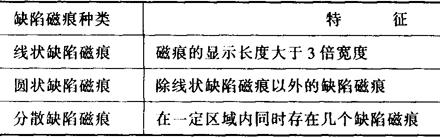
焊缝磁痕种类、特征及产生原因见表14-47。缺陷磁痕按形状分类及特征见表14-48。
表14-47 磁痕种类、特征及产生原因

表14-48 缺陷磁痕种类及特征
ZBJ04006-87标准对线状和圆状缺陷磁痕按其长度分为7级。分散缺陷磁痕,按面积2500mm2的矩形区域内,1mm以上缺陷长度总和也分为7级,见表4-49。
表14-49 缺陷磁痕等级分类
