我国镍及镍合金焊条标准概述
书籍:焊接材料选用手册
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第255页(992字)
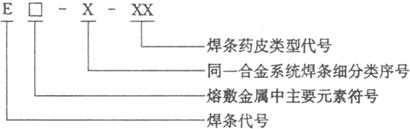
我国国家标准GB/T 13814-1992规定了镍及镍合金焊条的型号、技术要求、试验方法等内容。焊条型号根据熔敷金属化学成分和药皮类型划分,其表示方法如下:
型号示例
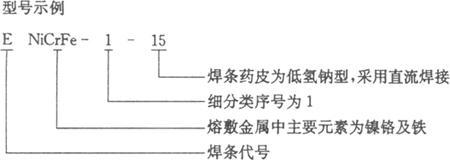
注:药皮类型中,3表示焊条药皮为钛钙型;15表示焊条药皮为低氢钠;16表示焊条药皮为低氢钾。
焊条熔敷金属化学成分应符合表5.2-1的规定,焊条熔敷金属的力学性能应符合表5.2-2的规定,除熔敷金属的力学性能试验外,还应对焊接接头进行弯曲试验。对于直径2.0mm的焊条应做两个横向正弯试验,对于其他直径的焊条,应做三个横向侧弯试验。试样厚10mm,弯曲直径40mm,每个试样弯曲表面的裂纹条数和单个裂纹长度应不超过表5.2-3的规定,但长度小于0.4mm的裂纹及试样棱角上的裂纹不计。
表5.2-1 熔敷金属化学成分(GB/T 13814-1992)
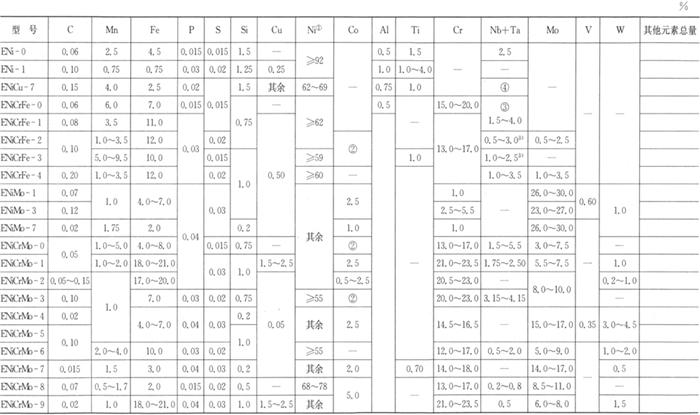
注:1.在对本表中规定的化学元素进行分析时,如果发现存在其他元素,则应进一步分析,分析结果不应超过其他元素总量。
2.表中所列单个值,除有其他规定,则均为最大值。①含镍量包括附带的钴。②钴——有要求时最大为0.12。③钼——有要求时最大为0.30。④铌——有要求时最大为2.5。
表5.2-2 熔敷金属力学性能要求(GB/T 13814-1992)
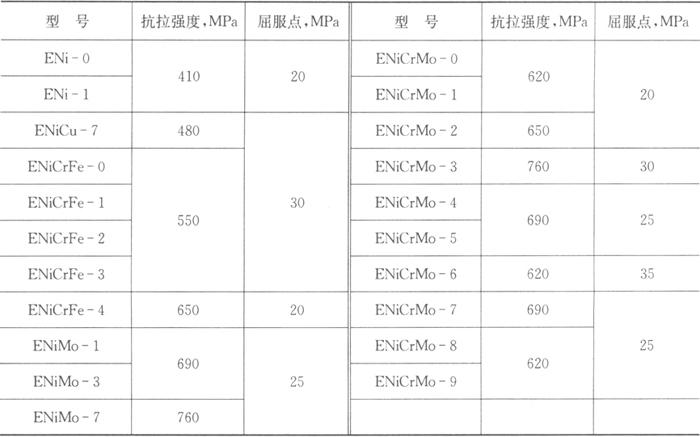
表5.2-3 裂纹条数和裂纹长度的允许值(GB/T 13814-1992)
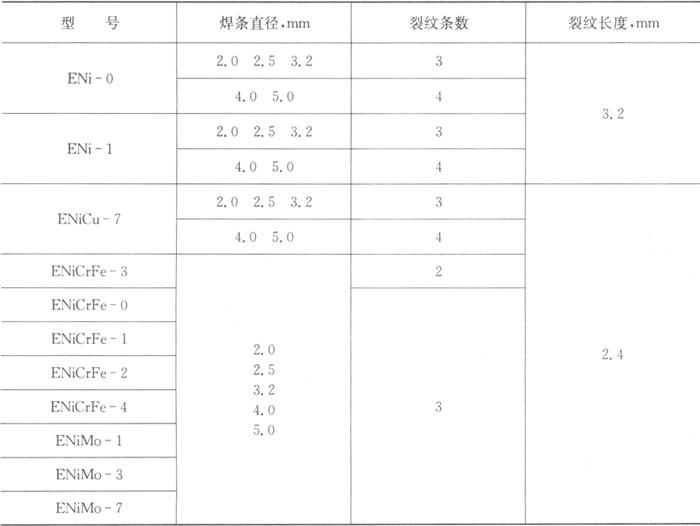
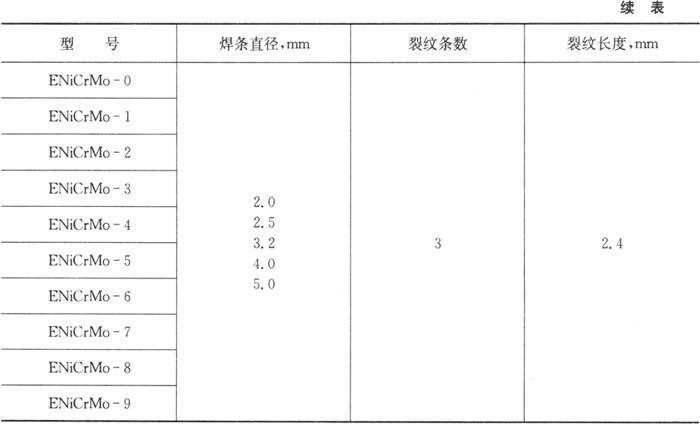
表5.2-4列出我国常用镍和镍合金焊条牌号与GB/T 13814型号的对照。
表5.2-4 我国常用镍和镍合金焊条牌号与GB/T 13814型号对照

上一篇:镍及镍合金的焊接性
下一篇:焊接材料选用手册目录