GB 10044-1988标准铸铁焊条和焊丝的性能和用途
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第299页(2553字)
1.铸铁焊条
我国标准将铸铁焊条分为:铁基铸铁焊条、镍基铸铁焊条和其他型焊条三种。
(1)铁基铸铁焊条
a.EZC型灰铸铁焊条 EZC型是钢芯或铸铁芯强石墨化型药皮铸铁焊条,可交、直流两用。
钢芯铸铁焊条药皮中加入适量石墨化元素,焊缝在缓慢冷却时可变成灰铸铁,冷却速度对切削加工性能和焊缝组织影响很大,因此该焊条要求连续施焊,焊后保温,以使焊缝缓冷。
灰铸铁焊缝由于塑性差,不能松弛焊接应力,抗热应力裂纹性能较差,小型薄壁件的缺陷可不预热焊,而一般则应预热到400℃左右再焊,并焊后缓冷,以防止产生裂纹及白口。
铸铁芯铸铁焊条的特点是配合适当焊接工艺措施,不预热焊可减小产生白口的敏感性,切削加工性较好。同样,用铸铁芯焊条补焊时,在刚性大的部位容易引起较大的内应力并易产生裂纹。因此,较大刚度处补焊时需局部加热或整体预热。
热焊时,用石墨化能力较弱的焊条,以免焊缝金属中石墨片粗大,强度和硬度降低。冷焊或半热焊时,用石墨化能力较强的焊条。碳、硅含量较高的EZC型焊条通常用于冷焊和半热焊。碳、硅含量较低的EZC型焊条用于热焊或半热焊。
b.EZCQ型球墨铸铁焊条 EZCQ型是钢芯或铸铁芯、强石墨化型药皮的球墨铸铁焊条,可交直流两用。药皮中加入一定量的球化剂,可使焊缝金属中的碳在缓冷过程中呈球状析出,从而使焊缝有较好的塑性和力学性能。
EZCQ型焊条的焊缝可承受较高的残余应力而不产生裂纹。但最好采用预热及缓慢冷却,以防止母材及焊缝产生应力裂纹及白口。
(2)镍基铸铁焊条
a.EZNi型纯镍铸铁焊条 EZNi型是纯镍芯、强石墨化型药皮的铸铁焊条,可交、直流两用,进行全位置焊接。施焊时,焊件可不预热,是铸铁冷焊焊条中抗裂性、切削加工性、操作工艺性及力学性能等综合性能较好的一种焊条。广泛使用于薄件及加工面的补焊。
b.EZNiFe型镍铁铸铁焊条 EZNiFe型是镍铁芯、强石墨化型药皮的铸铁焊条,交、直流两用,可进行全位置焊接。施焊时,焊件可不预热,具有强度高、塑性好、抗裂性优良并与母材熔合好及可切削加工等特点,用于重要灰铸铁和球墨铸铁的焊接。
c.EZNiCu型镍铜铸铁焊条 EZNiCu型是镍铜合金焊芯、强石墨化药皮的铸铁焊条,交直流两用,可进行全位置焊接。这类焊条工艺性和切削加工性好,但由于收缩率较大,焊缝金属抗拉强度较低,不宜用于刚性大的铸件补焊,可在常温或低温预热(~300℃)下焊接,它常用于强度要求不高,塑性要求较高的灰铸件的补焊。
d.EZNiFeCu型镍铁铜铸铁焊条 EZNiFeCu型是镍铁铜合金芯或镀铜镍铁芯、强石墨化药皮的铸铁焊条。它的性能及用途与EZNiFe焊条相同。
(3)其他型焊条
a.EZFe-1型纯铁焊条 EZFe-1型是纯铁芯氧化性药皮电焊条,焊缝金属具有较好的塑性和抗裂性能,但熔合区白口较严重,适用于铸铁非加工面的补焊。
b.EZFe-2型碳钢焊条 EZFe-2型是低碳钢芯、低熔点药皮的低氢型碳钢焊条。
该焊条不同于一般碳钢焊条,焊缝与母材结合较好,有一定强度,但熔合区白口较严重,加工困难,适用于铸铁非加工面的补焊。
c.EZV型高钒焊条 EZV型是低碳钢芯,低氢型药皮焊条:药皮中含有大量的钒铁,碳化钒均匀分散在焊缝铁素体基体上,焊缝为高钒钢。特点是焊缝致密性好,强度较高,但熔合区白口较严重,加工困难。适用于高强度灰铸铁及球墨铸铁的补焊。
2.铸铁焊丝
(1)RZC型灰铸铁焊丝 RZC型是采用石墨化元素较多的灰铸铁浇铸成的焊丝。适用于中小型薄壁件铸铁的气焊。焊前把工件预热至600℃左右,在400℃以上焊补,焊后在600~700℃保温消除应力。也可焊前将工件局部预热,焊后缓冷,视工件大小而定。
(2)RZCH型合金铸铁焊丝 RZCH型焊丝中含有一定数量的合金元素,焊缝强度较高,适用于高强度灰铸铁及合金铸铁的气焊。补焊工艺与RZC基本相同。
(3)RZCQ型球墨铸铁焊丝 RZCQ型焊丝中含有一定量的球化剂,焊缝具有良好的塑性和韧性。适用于球墨铸铁、高强度灰铸铁及可锻铸铁的气焊。
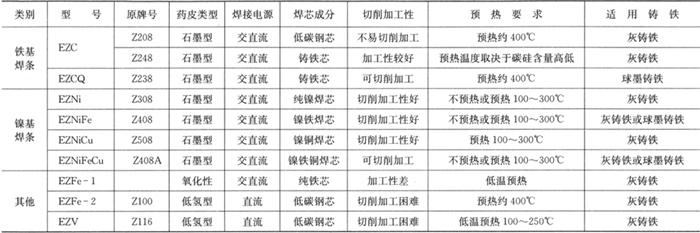
3.铸铁焊条的各项性能汇总
我国国标各种铸铁焊条的性能汇总列于表6.2-4,表中还列出了原先各种铸铁焊条的相应牌号。从表可以看出,镍基铸铁焊条性能最好,其焊缝金属切削加工性能好,焊时可不预热或低温预热,但镍基焊条成本比较高。对要求大面积补焊的铸铁件,焊后需切削加工的可选用EZC或EZCQ(对球墨铸铁件)焊条,但焊时需预热和缓冷。对焊补后不需要表面加工的铸件小缺陷可选用EZFe或EZV型焊条补焊,焊时可适当预热。
表6.2-4 GB标准各种铸铁焊条性能汇总表