切削用量选择
书籍:工程师实用手册
出处:按学科分类—工业技术 南京大学出版社《工程师实用手册》第480页(945字)
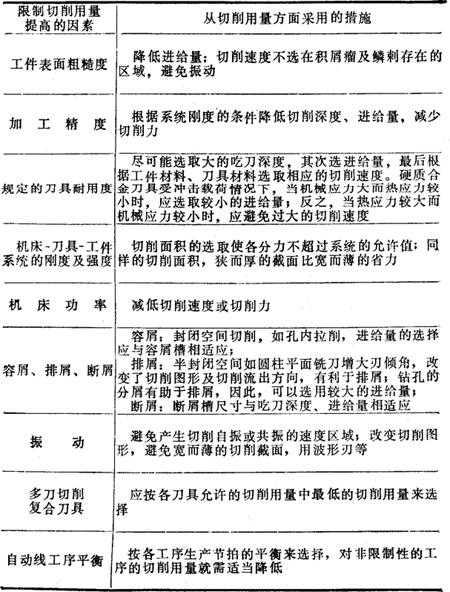
1.选择切削用量考虑的因素(表14-54)
表14-54 选择切削用量考虑的因素
2.普通车床粗车、精车进给量(表14-55、56)
表14-55 普通车床硬质合金外圆车刀粗车进给量
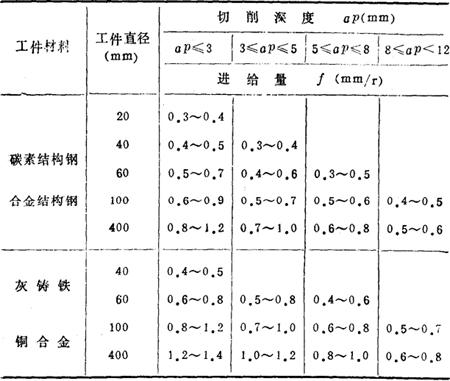
注:①断续切削或有冲击性载荷时,进给量应乘以修正系数Kf1=0.75~0.85
②加工淬火钢时应乘以修正系数:
工件硬度 HRC44~56时,Kf2=0.8
工件硬度 HRC57~62时,Kf2=0.5
表14-56 普通车床硬质合金外圆车刀半精车进给量
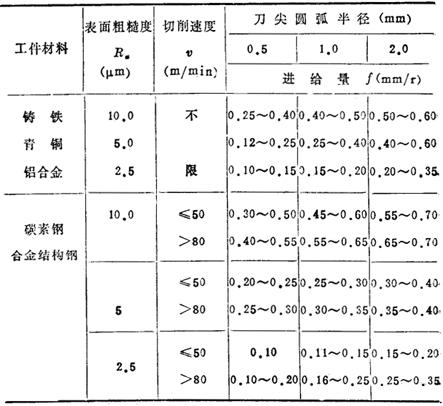
注:①刀尖圆弧半径rs=2.0mm,一般用于刀杆截面30×45mm2以上的大车床,并且工件有足够的刚度。
②带修光刃的大进给切削法可在进给量1.0~1.5mm/r时获得Ra=5.0~2.5μm表面粗糙度;宽刃精车刀的进给量还可更大。
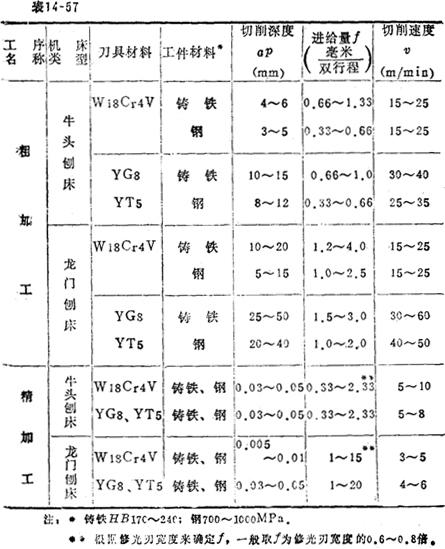
3.刨削用量(表14-57)
刨削用量
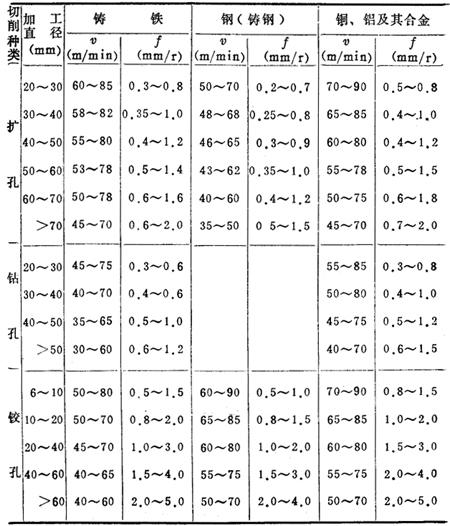
4.扩孔、钻孔、铰孔切削用量(表14-58)
表14-58 采用硬质合金刀具的切削速度v和进给量f
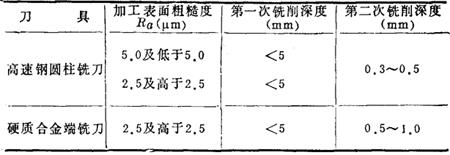
5.铣削深度的选择(表14-59)
表14-59 铣削深度的选择
6.磨削工艺参数(表14-60)
表14-60 磨削工艺参数
