钣金数控弯曲
书籍:钣金技术手册
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第53页(740字)
数控弯曲是在数控折弯机上,利用数控系统对滑块行程和后挡料器位置进行自动控制,以实现对折弯工件的不同角度和折弯宽度的折弯成型。
如图1-28所示,电子信号发生器是接在一台计算机上,只要给需折弯的工件编好程序,输入有关的模具和工件信息,如V形模开口量和弯曲角等,就能计算出滑块的下死点位置和后挡料器的位置,自动实现机器全部调整工作,准确控制凸模进入凹模的深度,以保证准确的折弯角度。同时,在试弯过程中还能根据实测的弯曲角,自动修正由回弹所造成的偏差。
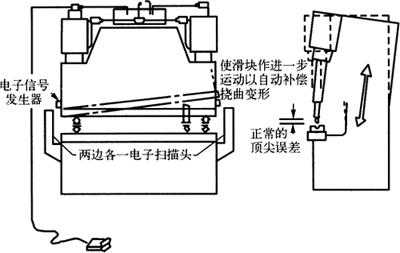
图1-28 数控折弯机工作部位结构
数控折弯机的机身两端装有一个扫描装置,主要用于扫描模具周围的区域。其扫描头由一个附装在滑块上的电子控制器构成,并随着滑块一起上下运动。扫描头工作时,将信号通过一个装置传递给反应灵敏的液压阀,会控制滑块立即停止运行。
例如国产的WC67K-160/4000CNC、WC67K-250/5000CNC数控板料折弯压力机(表1-4),以及日本(KOMATSU)制造的PHS165X310数控折弯机,还具有诊断程序,可检查系统运行是否正常,并及时发现出错的原因和位置。
表1-4 数控板料折弯压力机型号及参数

各种折弯工件所需的程序,除可在该控制系统上进行编程外,还可在另一台计算机上事先加以编辑,然后装入CNC折弯机上使用,从而可大大减少机器的辅助工作时间。