热处理工艺规范
书籍:钣金技术手册
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第529页(978字)
常用钢材的含碳量和合金元素含量不同,使用要求不同,热处理工艺规范也不同,通常经查表制定。
(一)退火及正火工艺规范
退火及正火工艺规范如表7-25~表7-27所示。
表7-25 常用结构钢完全退火及正火工艺规范
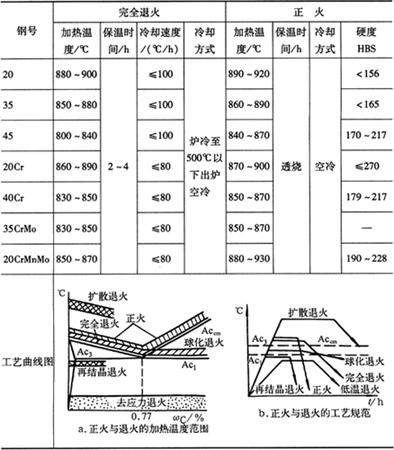
表7-26 常用工具钢退火及正火工艺规范
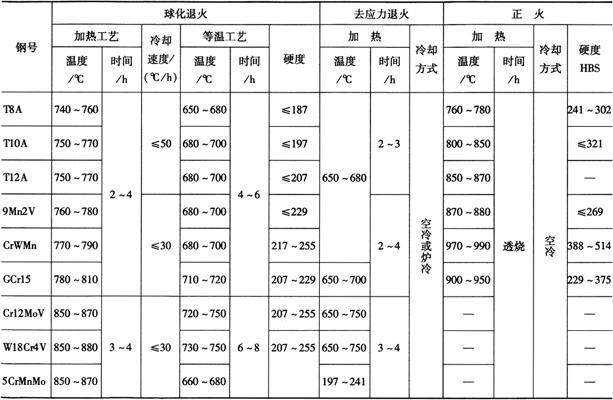
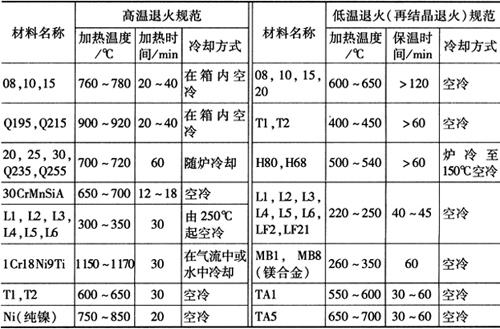
表7-27 钣金材料软化退火工艺规范
(二)淬火工艺规范
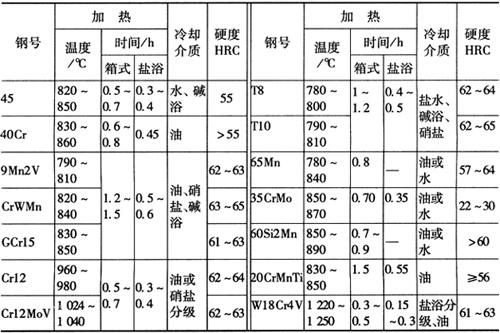
淬火工艺规范如表7-28所示。
表7-28 常用钢的淬火工艺规范
(三)回火工艺规范及应用
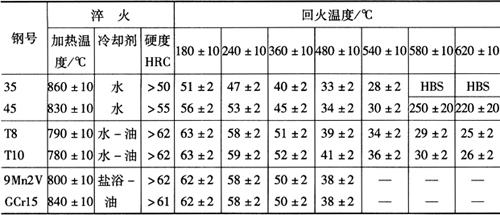
钢经过淬火后一般很少直接使用,由于淬火后获得的组织硬度高,塑性差,脆性大,在交变载荷和冲击载荷作用下极易断裂,而且组织稳定性差,在室温下就能缓慢分解,产生体积变化而导致工件变形。所以,淬火后的零件必须进行回火处理才能使用,并根据不同的使用要求,确定不同的回火工艺规范。表7-29为部分常用钢材的淬火规范及回火温度和硬度对照表,以供参考。
表7-29 钢材回火温度与回火硬度(HRC)对照表
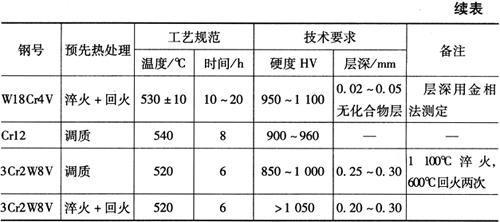
(四)离子渗氮工艺及技术要求
离子渗氮工艺应根据渗氮件的性能要求、形状及尺寸等确定,一般真空容器的工作压力为50~1000Pa,工作电压400~1100V,电流密度为0.5~20mA/cm2,加热功率密度为0.7~5W/cm22,渗氮温度为480~570℃,渗氮时间通常取2~10h。常用钢材的离子渗氮工艺及技术要求如表7-30所示。
表7-30 常用钢材离子渗氮工艺技术要求