计算机监测和控制的吹塑薄膜生产线
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第158页(774字)
目前,大多数吹塑薄膜制造商都采用计算机监测和控制工艺,其示意图见图7-16,其项目如下:
第一、加料量。
第二、料筒加热温度、冷却温度和料筒压力。
第三、螺杆转速、滤网更换器。
第四、主电机的安培值、多孔板处的温度和压力。
第五、机头压力。
第六、风环的位置。
第七、薄膜厚度。
第八、夹辊(即牵引辊)速度。
第九、安全性。
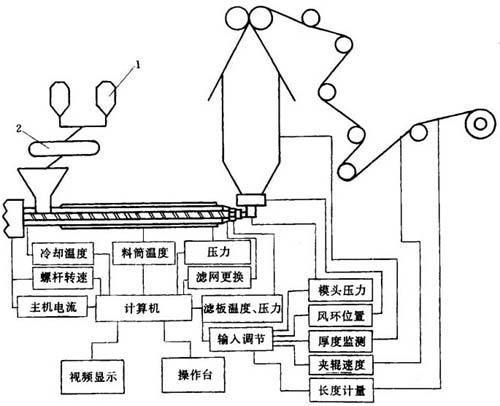
图7-16 计算机监测和控制的吹塑薄膜生产线
1-原料罐 2-进料计量
在以上的监控项目中可归纳为两方面:①热力学参数的控制;②半成品或成品几何尺寸的控制。
热力学参数主要是指熔体温度和压力等参数。通过这些参数的监控,可以避免挤出机的“冷启动”,有效地防止了螺杆被扭断的可能性。
半成品或成品几何尺寸的监控主要是指薄膜宽度和厚度及厚度公差等参数。因为熔体的粘度对温度较敏感,所以,可以控制口模温度以调节口模熔料的流率,从而有效控制薄膜的厚度公差。另外,分段控制和调节管泡周围的空气流,也可以控制薄膜的厚度公差,这可用“自动空气冷却风环”来实现。
上一篇:管膜法单向拉伸HDPE扭结膜生产工艺参数实例
下一篇:塑料挤出制品生产工艺手册目录