钻削
书籍:聚氯乙烯加工手册
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第580页(587字)
可使用一般钻床或手钻。钻头结构如图9-1-16。

图9-1-16 钻头结构示意图
a-一般钻头 b-双割头钻头 θ-顶角 ε-螺旋角
实践证明,钻头的螺旋角越小,越不易导屑,越易产生胶着或烧焦;钻头的顶角越大,越易使孔边开裂。因塑料的性能不同,钻头的参数也有差异(表9-1-13)。
表9-1-13 钻头的几何参数

注:直径小于15mm者取小值,大于15mm者取大值。
双割头钻头的特点,是它能够使靠近孔壁处的钻屑比孔心为薄,可免除或减轻孔边开裂。
因硬聚氯乙烯在钻孔处具有很大的线膨胀系数,所以,选择钻头直径时,应略大于规定的孔径(约大0.05mm)。在钻削时,应经常提起钻头,以清理切屑。转速应随钻头的直径而变化(表9-1-14)。
表9-1-14 建议转速和进刀速度
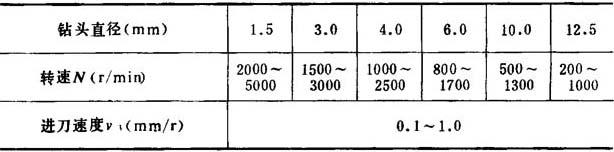
注:软聚氯乙烯,孔径小的取小值;硬聚氯乙烯,孔径大的取大值。
上一篇:外加热工具焊接
下一篇:聚氯乙烯加工手册目录