铜及铜合金焊接
出处:按学科分类—工业技术 北京工业大学出版社《热加工手册》第823页(2424字)
10.3.2.1 铜与铜合金的种类、成分和性能
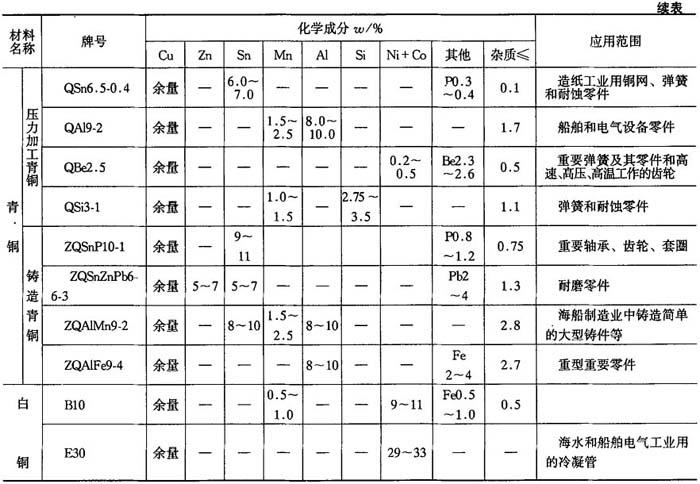
铜及铜合金具有优良的导电、导热性能、耐腐蚀性能和良好的加工成形性能.工业生产的铜及其合金的种类繁多,通常可以分为四大类:紫铜、黄铜、青铜和白铜.常用铜合金的化学成分和应用范围如表10-54所示.
表10-54 常用铜合金的化学成分和应用范围

10.3.2.2 铜及铜合金的焊接特点
铜及铜合金的焊接特点是:
(1)难熔合.铜和大多数铜合金的导热系数比普通碳钢的导热系数大7~11倍,焊接时大量的热从基材散失,加热范围扩大,使母材和填充金属难以熔合.因此,焊接紫铜和大多数合金时要采用大能量、高能束的焊接方法,同时需配合不同程度的焊前预热措施.
(2)易变形.由于铜及铜合金线膨胀系数大,凝固时收缩率也大,而且铜及铜合金导热能力强,热影响区宽,焊接时如果工件刚度不大,又无防止变形的措施,则会产生较大的焊接变形.
(3)焊缝及热影响区热裂倾向大.铜在液态时易氧化,生成氧化亚铜与铜形成低熔点共晶,分布在晶界,使铜或铜合金具有明显的热脆性.因此,应严格限制铜中的杂质含量,通过焊丝加入硅、锰、磷等合金元素,增强焊缝的脱氧能力.
(4)气孔倾向严重.铜及铜合金焊接时易产生气孔,主要是氢气孔.铜在液态时能溶解大量氢,在冷却凝固过程中,溶解度大大减校氢还能和氧化亚铜反应,生成水蒸气(H2O),易引起气孔.铜的导热系数大,焊缝的冷却速度快,氢扩散逸出和水蒸气(H2O)的上浮条件更恶劣,形成气孔的敏感性就会增大.因此,为了减少和消除铜焊缝中的气孔,所采取的主要措施是减少氢和氧的来源和用预热来延长熔池存在时间,使气体易于析出.采用含铝、钛等强脱氧剂的焊丝(同时它们又是脱氮脱氢的强烈元素)或在铜合金中加入铝、锡等元素都会获得减少气孔的效果.
10.3.2.3 焊接材料选择
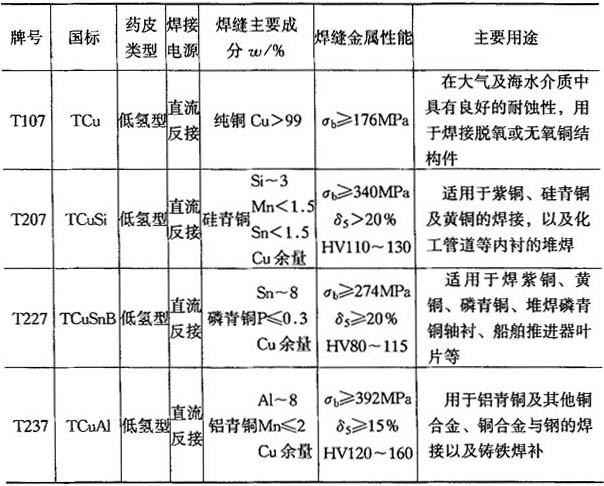
熔化焊接时焊接材料是控制焊接过程冶金反应、调整焊缝成分以保证获得优质焊缝的主要手段,不同的铜合金材料及其对接头性能的要求,选择不同的熔焊方法,所选用的焊接材料有很大的差别.铜及铜合金所用焊接材料的种类和应用范围如表10-55、表10-56、表10-57所示.
表10-55 铜及铜合金焊丝
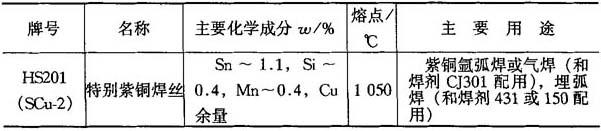
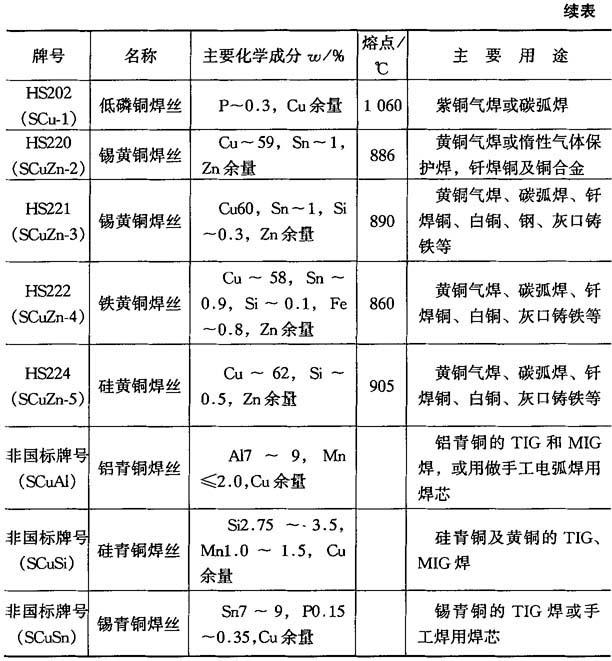
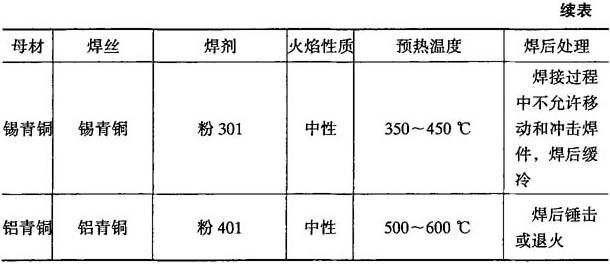
表10-56 铜及铜合金焊剂
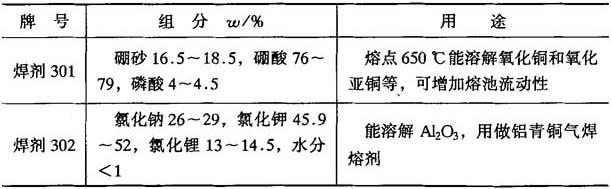
表10-57 铜与铜合金焊条
10.3.2.4 焊接方法选择
1.气焊
铜与铜合金气焊工艺要点如表10-58所示.
表10-58 铜与铜合金气焊工艺要点

2.碳弧焊
碳弧焊功率比气焊火焰高,所以生产率比气焊高.但碳弧焊质量不够稳定,主要用于焊接不重要的工件.单面焊或接头间隙大于2~4mm时,应采用垫板.铜和铜合金碳弧焊规范如表10-59所示.
表10-59 铜和铜合金碳弧焊规范

3.氩弧焊
采用手工钨极氩弧焊焊接紫铜,可以获得高质量的焊接接头,并有利于减小变形.
焊件厚度在3~12mm以上时.可采用填丝或熔化极氩弧焊.铜及铜合金的钨极氩弧焊工艺参数如表10-60所示,熔化极自动氩弧焊工艺参数如表10-61所示.
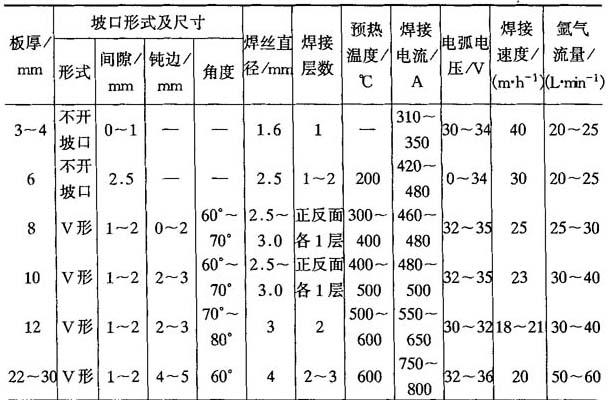
表10-60 铜及铜合金钨极氩弧焊工艺参数

表10-61 紫铜熔化极自动氩弧焊工艺参数
4.手工电弧焊
铜及铜合金手工电弧焊设备简单,操作灵活,生产率高.焊条选用及工艺要点如表10-62所示,焊接工艺参数如表10-63所示.
表10-62 铜及铜合金手工电弧焊工艺
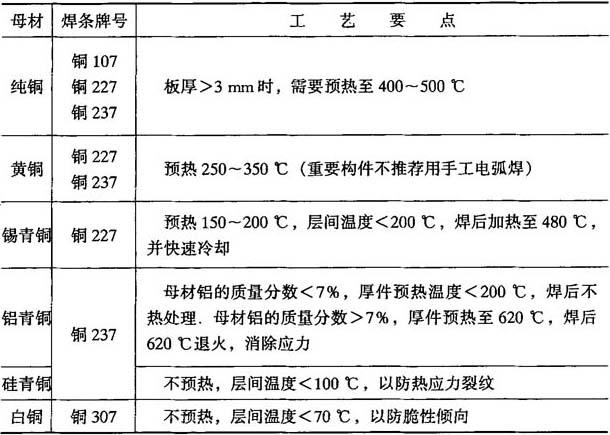
表10-63 紫铜手工电弧焊工艺参数
