焊接结构制造工艺
出处:按学科分类—工业技术 北京工业大学出版社《热加工手册》第921页(5133字)
11.4.2.1 一般工艺过程
焊接结构制造包括从原材料入库、备料、装配、焊接等,直至结构质量检验及验收入库的全过程(图11-97).
1.焊接变形收缩量
在划线及制作样板、样杆时,必须考虑焊接变形收缩量(参考表11-74).
表11-74 焊接收缩量
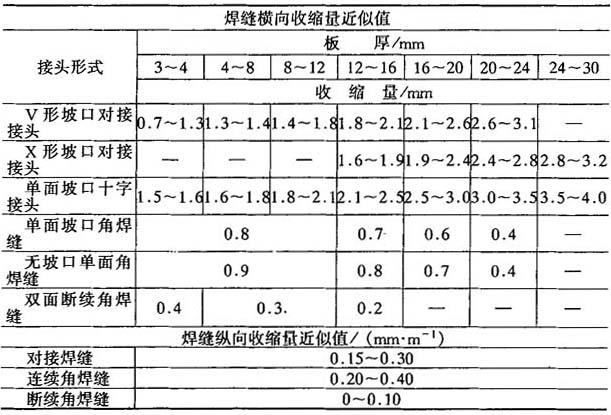
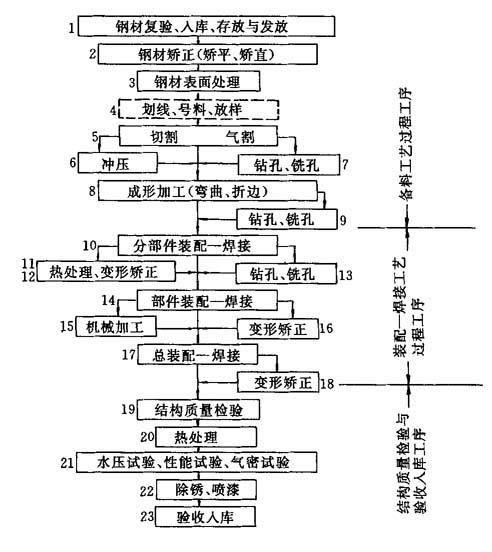
图11-97 焊接结构制造工艺过程图
2.钢材的热切割规范
钢材的热切割规范见表11-75~表11-79、图11-98、图11-99.
表11-75 低碳钢手工气割规范表
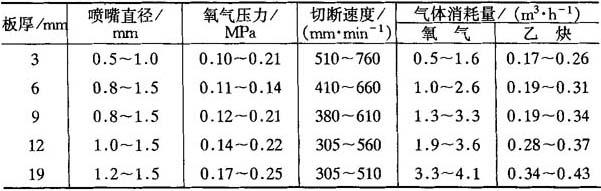
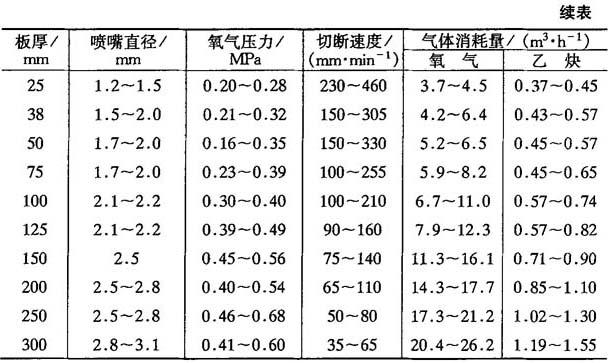
表11-76 低碳钢自动气割规范表

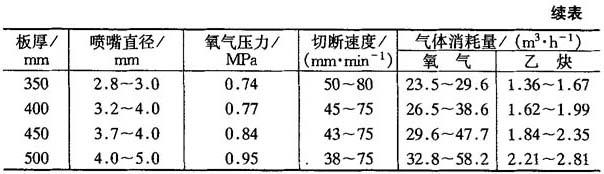
表11-77 低碳钢大厚度氧-燃气切割数据
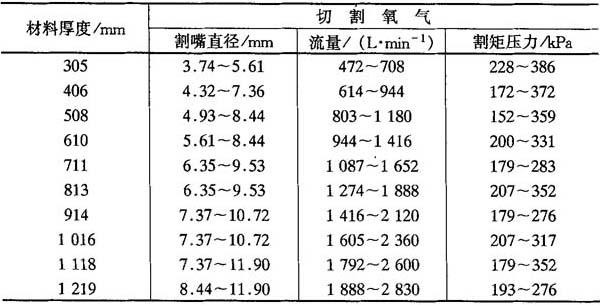
表11-78 气割碳钢热影响区宽度
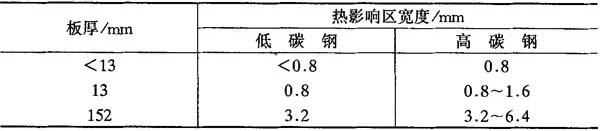
表11-79 不同材料等离子切割工艺参数
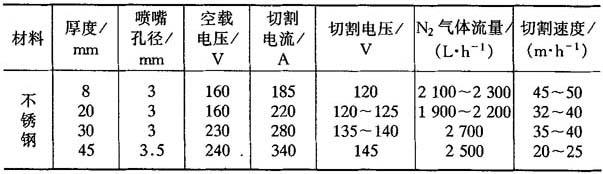
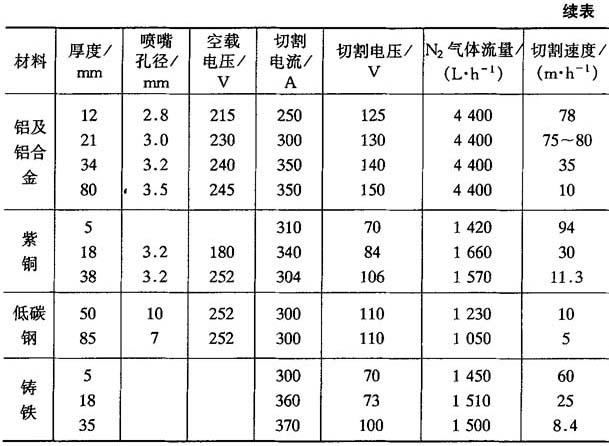
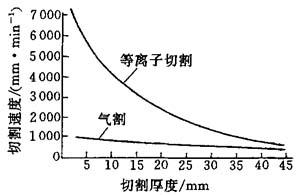
图11-98 等离子弧切割与气割切割速度
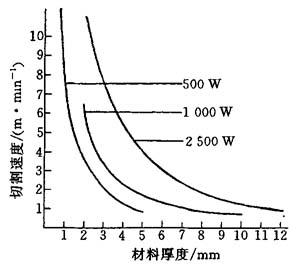
图11-99 激光切割速度
3.装配—焊接工艺
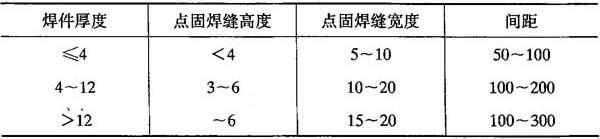
装焊顺序工艺(表11-80)的合理选择,有利于高质量、低成本、高效率地进行生产.其中点固焊缝必须焊透并不得有焊接缺陷.点固定位焊缝的尺寸见表11-81.
表11-80 装焊顺序类型
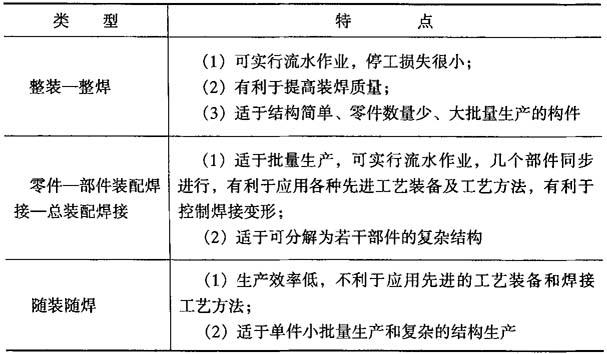
表11-81 点固定位焊缝的尺寸 mm
4.焊接构件的热处理工艺
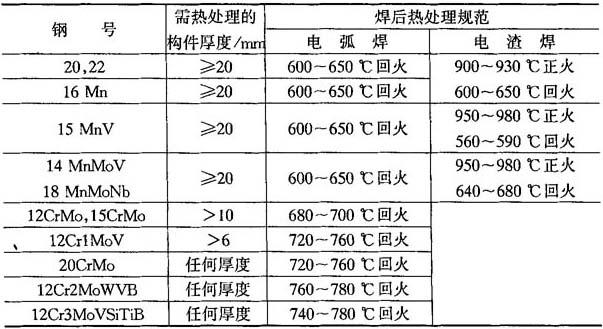
热处理工艺根据焊接工序的前后,可有预热(表11-82、图11-100)、后热(图11-101)及焊后热处理(表11-83、图11-102)之分.
表11-82 由Pw确定的预热温度计算公式及应用条件
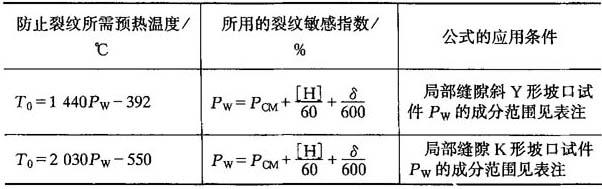
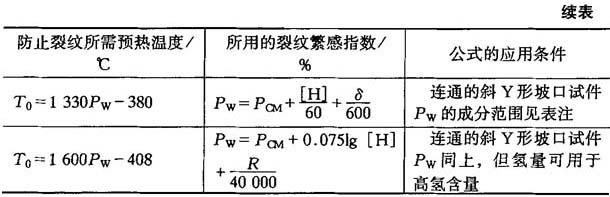
注:表中的PCM为合金元素的裂纹敏感指数,可用下式计算:

表中的[H]为甘油法测定的扩散氢含量(mL/100g),与国际焊接学会(IIW)所用的水银法测氢有如下关系:
[H]=0.68HIIw—1.2(HIIw—IIW定氢法)
表中δ为试验钢板的厚度,mm;
R为拘束度,kgf/(mm·mm).
表中Pw的适用范围如下:
ω(C)=0.07%~0.22%,ω(Si)=0~0.60%,ω(Mn)=0.40%~1.4%,
ω(Cu)=0~0.50%,ω(Ni)=0~1.20%,ω(Cr)=0~1.20%,
ω(Mo)=0~0.70%,ω(V)=0~0.12%,ω(T1)=0~0.05%,
ω(Nb)=0~0.04%,ω(B)=0~0.005%,[H]=1.0~5.0mL/100g,
δ=19~50mm,R=500~3300kgf/(mm·mm).
线能量E=17~30kJ/cm,试件坡口为斜Y形.
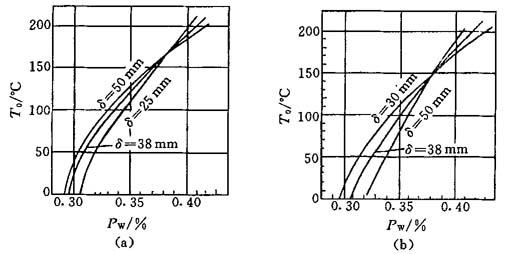
图11-100 根据Pw确定的局部预热温度
(a)焊接线能量17kJ/cm;(b)焊接线能量30kJ/cm(预热范围在焊缝两侧各100mm)
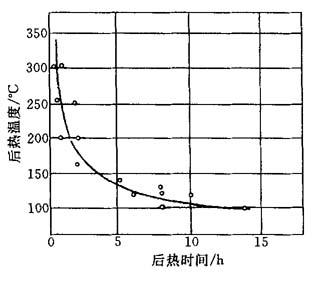
图11-101 避免裂纹所需的后热温度及后热时间(焊前预热130℃)
表11-83 常用锅炉用钢材焊后热处理规范
11.4.2.2 焊接工艺评定
焊接工艺评定就是按照所拟定的焊接工艺根据标准的规定焊接试件、检验试样,测定焊接接头是否具有所要求的性能.经过焊接工艺评定写出“焊接工艺评定报告”,并结合实践经验制订焊接工艺规程,作为焊接生产的依据.
焊接工艺评定有关标准有:
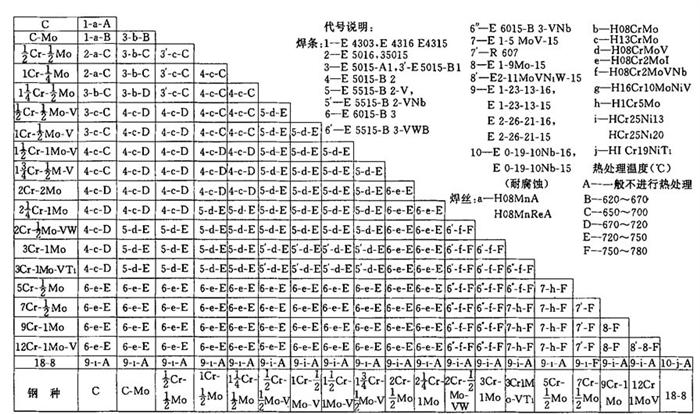
注:1.当两侧钢材之一为奥氏体不锈钢,且工作温度低于425℃时,可选用与所焊奥氏体不锈钢相应的焊条(焊丝).
2.对工作温度大于425℃的耐热钢管、管件等承压部件进行焊补或在其上焊接管接头,若限于条件焊后无法进行热处理时,推荐选用镍基焊条.
3.代号为7的焊条R607是我国耐热钢焊条的牌号,其Cr的质量分数为7%,Mo的质量分数为1%,低氢型药皮,用直流电源.
图11-102 异种钢焊接时,焊接材料及焊后热处理温度的选用(GBJ 236—82)
(1)JB4420—89《锅炉焊接工艺评定》;
(2)JB4708—92《钢质压力容器焊接工艺评定》;
(3)劳动人事部《蒸汽锅炉安全技术监察规程》;
(4)JB3964—85《压力容器焊接工艺评定》.
焊接工艺评定程序见表11-84.
表11-84 焊接工艺评定程序
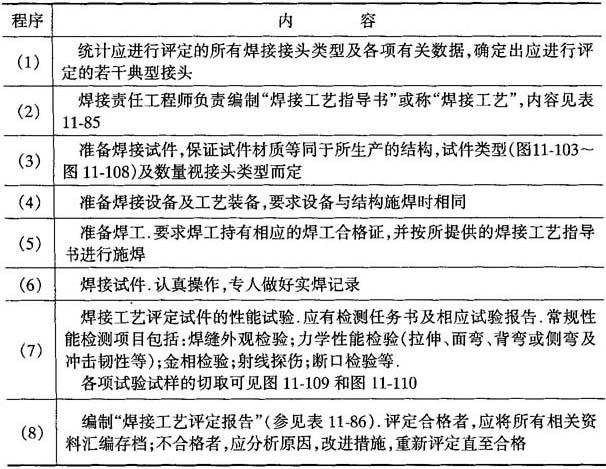
表11-85 焊接工艺指导书内容
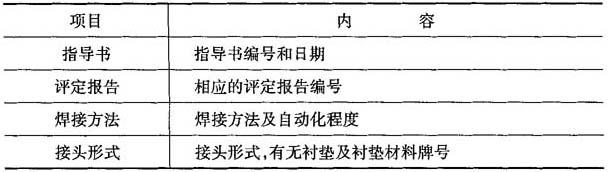
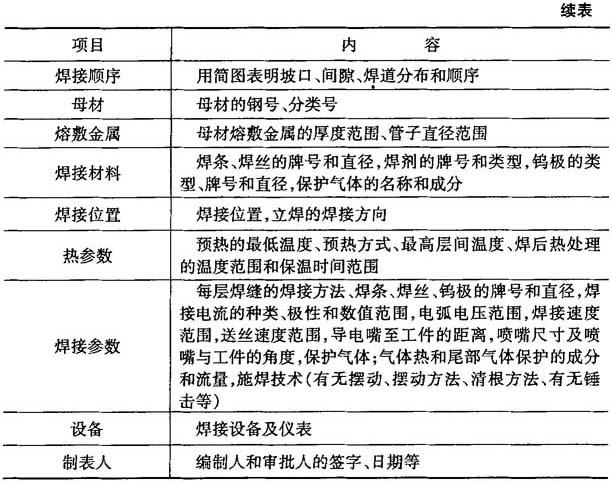
注:可根据具体情况决定所设项目.
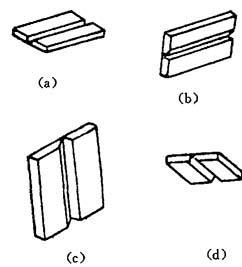
图11-103 板状试件
(a)平焊位置;(b)横焊位置;(c)立焊位置;(d)仰焊位置
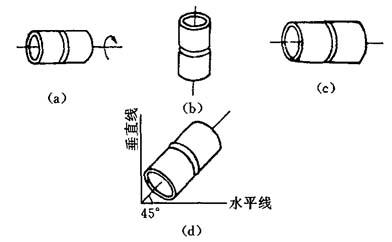
图11-104 管状试件
(a)水平转动;(b)垂直固定(c)水平固定;(d)45°固定焊
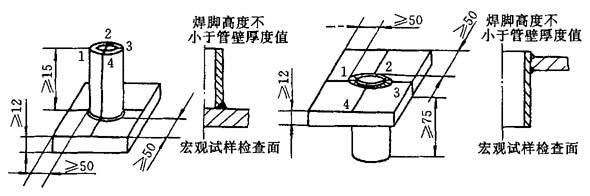
图11-105 管板试件切取宏观试样示意图
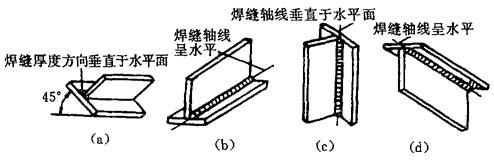
图11-106 板状试件T型接头试件
(a)平焊位置(船形焊);(b)横焊位置(平角焊);(c)立焊位置(立角焊);(d)仰焊位置(仰角焊)
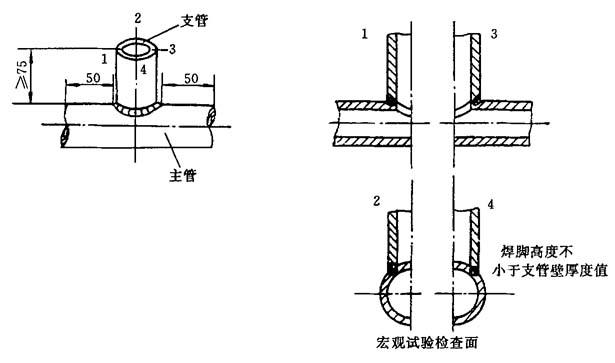
图11-107 管座试件切取宏观试样
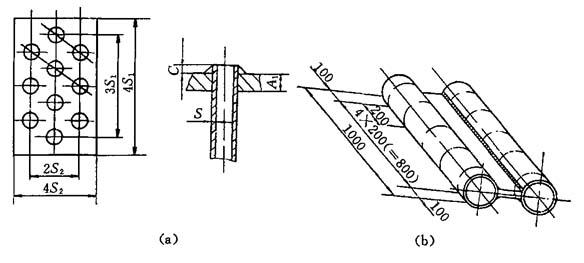
图11-108 其他类型试件
(a)障碍焊试件;(b)膜式壁角焊缝试件
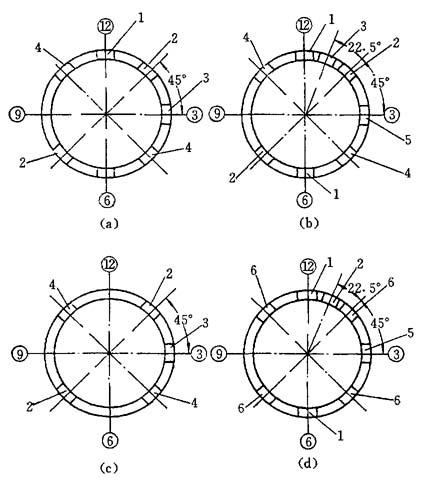
图11-109 对接接头管状试件试样切取部位
③⑥⑨⑿—钟点标记,用作水平固定焊时定位标记
1—拉伸试样;2—面弯试样;3—金相试样;4—背弯试样;5—冲击试样;6—侧弯试样
(a)S=1.5~20mm不要求冲击试验;(b)S=1.5~20mm要求冲击试验;(c)不要求冲击试验,并用整管进行拉伸试验;(d)S>20mm要求冲击试验
11.4.2.3 装焊工艺规程的编制
机械电子工业部颁发了一系列指导性技术文件,全面细致地规定了产品工艺工作应遵循的工艺管理标准,其中包括:
(1)产品工艺工作程序(JB/Z338.2—88);
(2)产品结构工艺性审查(JB/Z338.3—88);
(3)工艺方案设计(JB/Z338.4—88);
(4)工艺规程设计(JB/Z338.5—88);
(5)工艺文件的完整性(JB/Z187.2—88);
(6)工艺规程格式(JB/Z187.3—88).
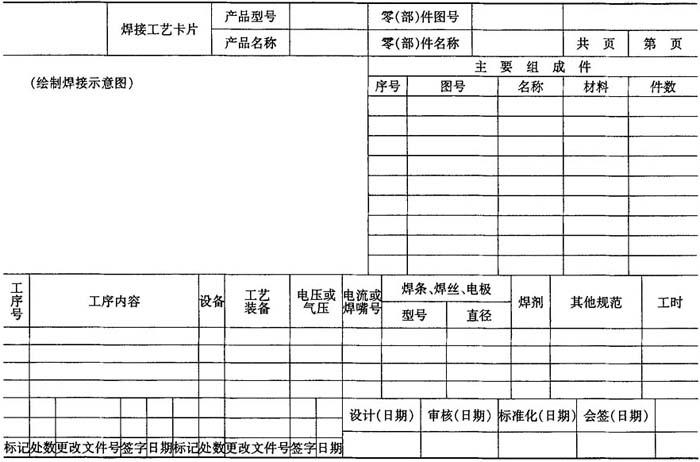
表11-87给出了一种典型的焊接工艺卡片格式,可供参考.
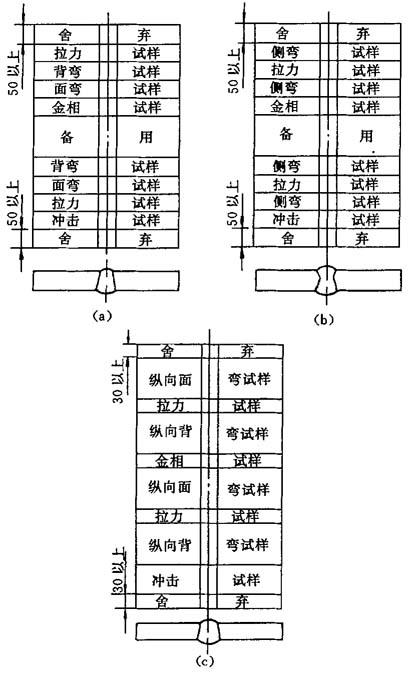
图11-110 对接接头板状试件试样切取部位
(a)不取侧弯时;(b)取侧弯时;(c)取纵向弯曲时
表11-86 焊接工艺评定报告表
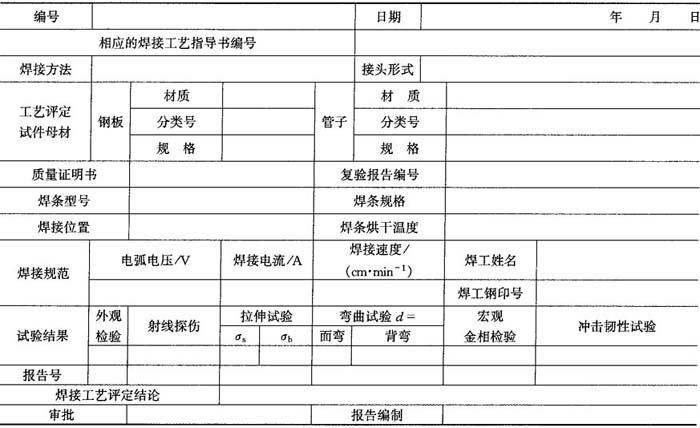
表11-87 焊接工艺卡片