各种材料的激光打孔
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第86页(1509字)
2.6.3.1 金属材料的激光打孔
表2-25~表2-27为一些金属材料激光打孔的有关数据.
表2-25 某些金属材料激光打孔的有关数据


表2-26 几种材料激光打孔的有关数据
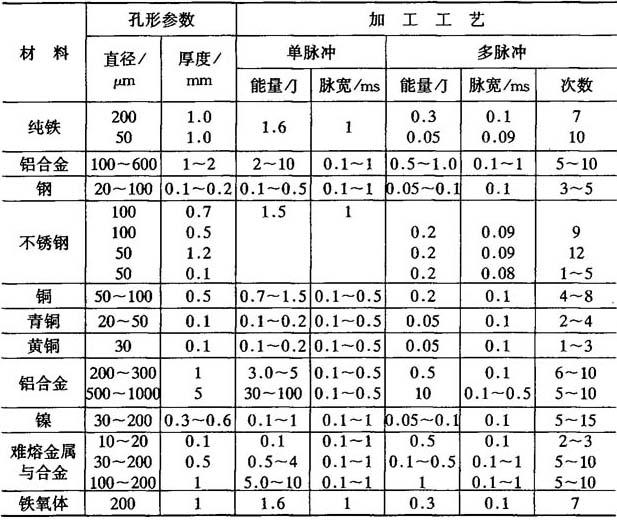
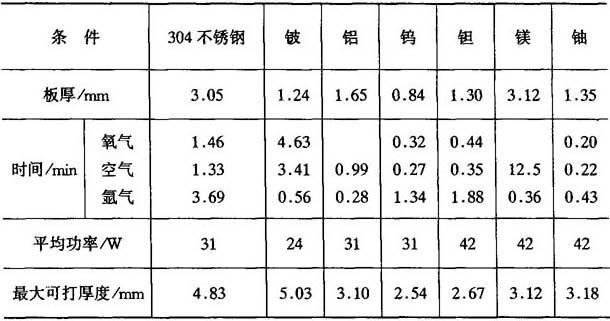
表2-27 YAG激光器用于金属打孔的有关数据
2.6.3.2 非金属材料的激光打孔
(1)玻璃打孔 用500WCO2激光器装上回转透镜装置,可于6s内在2.54mm厚的玻璃板上打出直径为12.7mm的孔.在对钢玻璃打孔时必须预热到400℃.
玻璃纤维与环氧树脂制成的1~2mm厚的电路板,用激光高速打孔,使用CO2激光器,功率为1000W,并用压缩空气吹.
(2)橡胶打孔 橡胶打孔主要采用CO2激光器,脉冲激光器的脉宽为60μs,峰值功率为1kW,每秒脉冲重复频率为25个,在厚度0.15mm,直径100mm的橡胶上能打4000个孔径仅有90μm的孔,全部加工时间仅需8min.用100W的CO2激光器,在壁厚0.5~1.25mm的汽车流量控制阀的橡胶隔膜上打25个直径为0.64mm同心孔,加工时间只需8s,而且不产生毛刺.
(3)塑料打孔 塑料打孔一般采用CO2激光器,表2-28为一些塑料激光打孔的参数.
表2-28 CO2激光器在塑料件上打孔的参数

(4)纸打孔
用CO2激光器在香烟过滤嘴的两侧打两排小孔,一台激光器输出的光束经光分配器被分成40路光,经40个聚焦镜可在香烟过滤芯纸上同时进行40列开孔,纸的移动速度是1500mm/s.
2.6.3.3 难加工材料的激光打孔
(1)硬质合金的激光打孔 硬质合金是使用激光打孔较多的材料之一.用30J的YAG在厚度分别为6mm和10mm的硬质合金毛坯上打中心孔和通孔,直径分别为0.6~1.0mm和0.3mm.先打进锥孔,然后打出完整孔形.加工孔的参数是:脉冲能量20~25J;聚焦透镜焦距70~80mm;脉冲跟踪频率0.5~1Hz;导入加工区的脉冲数在加工中心孔时为8~13,加工通孔时为16~20;加工时间中心孔为5~20s,通孔为20~30s.用这种方法与原来用的电脉冲方法比较提高工效9~19倍.
(2)陶瓷的激光打孔 氧化铝、碳化硅、氮化硅和氧化锆等各类陶瓷均可应用激光打孔.在陶瓷上打孔用普通方法深宽比是2∶1;超声波孔约为4∶1,用激光打孔已达到20∶1,最高可达到25∶1.用于陶瓷打孔的设备主要有红宝石、钕玻璃、钇铝石榴石和CO2激光打孔机.