型孔、型腔加工
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第243页(905字)
超声加工各种型孔、型腔见图4-17.目前生产中常用的一些模具,如拉深模、拉丝模多为合金工具钢(如CrWMn、5CrNiTi、Cr12、Cr12MoV等).若改用硬质合金,以超声加工(电火花加工常有微裂纹),则模具寿命可提高80~100倍.
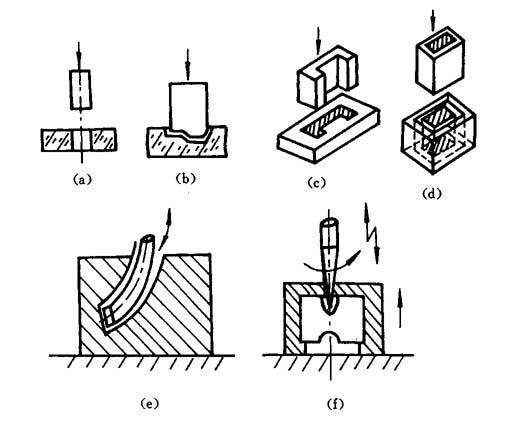
图4-17 超声型孔、型腔加工示意图
(a)加工圆孔;(b)加工型腔;(c)加工异形孔;(d)套料加工;(e)加工弯曲孔;(f)加工微细孔
图4-18是硬质合金下料阴模加工示意图.其工艺过程是:
①电火花加工出预制孔,孔壁大约留1mm作为超声加工余量.
②超声粗加工,磨料粒度:180#~240#,工具直径:按比工件孔径最终尺寸小0.5mm设计,见图4-18(a).由于超声加工后的孔有扩大量及锥度,故在入口端单面留有0.15mm加工余量,在出口端单面留有0.21mm加工余量,见图4-18(b).
③超声精加工,磨料粒度:W20~W10,工具直径:按比工件孔径最终尺寸减小0.08mm设计,见图4-18(c).由于加工后的孔有扩大量及锥度,因此入口端已达到工件最终尺寸时,出口端单面仍留有0.025mm的加工余量,见图4-18(d).
④用超声加工研磨修整内孔,将原来的40′锥度修正为8′,见图4-18(e).
根据阴模外形制造一个尺寸从20mm×20mm到50mm×50mm的阴模,加工时间为0.5~1.5h,尺寸精度为0.01~0.02mm.

图4-18 硬质合金下料阴模加工示意图