等离子弧切割方法
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第274页(1237字)
(1)双气流等离子弧切割 图5-17示双气流等离子弧切割方法的原理,在等离子弧周围通有第二路气,中间的离子气通常为氮气,外圈的第二路气根据切割工件材料选用,可以是CO2、空气、氩气或氢气,第二路气可以使等离子弧进一步压缩,提高能量密度,切割碳钢时,第二路气可选用压缩空气以提高切割速度.
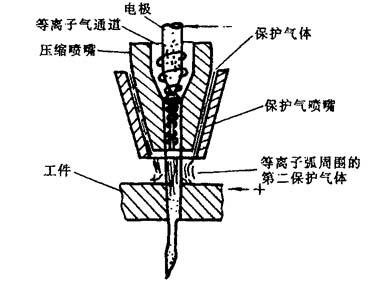
图5-17 双气流等离子弧切割原理
(2)水压缩等离子弧切割 图5-18示出水压缩等离子弧切割方法的原理,高压水从枪体径向通入,由喷嘴孔道喷出,与等离子弧直接接触.一方面强烈压缩等离子唬使其能量密度提高;另一方面由于等离子弧的高温而分解成氢和氧,构成切割气体的一部分,分解成的氧气对切割碳钢更有利,增加了碳钢的燃烧,高速水流除冲刷切割作用外,对工件还有强烈冷却作用,割口倾斜角度校割口质量好,这种方法应用于水中切割工件时,可以大大降低切割噪声、烟气和烟尘,枪体下部可用陶瓷加工,减少双弧危险.
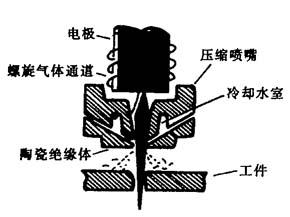
图5-18 水压缩等离子弧切割原理
(3)空气等离子弧切割 图5-19示出空气等离子弧切割原理,此法摒弃了传统的惰性气体作离子气,采用取之不尽的空气经压缩后直接通入喷嘴,经电弧加热后分解出氧,未分解的空气以高速冲刷割口.分解出的氧与工件产生强烈反应,特别适宜于切割黑色金属,但是空气对高温状态的钨会产生氧化反应,为此,采用锆、铪或其合金作为电极.为了提高电极工作寿命,电极一般制成直接水冷的镶嵌式形状,小电流切割时,也可不用水冷.
(4)水下等离子弧切割 为了在海底工程施工中解决大厚度不锈钢等切割问题,国内外都已在水下5~10m淡水或海水中试验了等离子弧切割,目前已能成功地切割100mm以下不锈钢或其他材料.
(5)脉冲等离子弧切割 用50~100Hz脉冲等离子弧切割可以降低所需功率,延长电极和喷嘴寿命,提高切口质量.
(6)双弧切割 在非转移普通直流等离子弧的基础上,再在喷嘴与工件之间叠加一个350Hz交流电弧的双弧切割法,是一种厚板切割的可行方法.
(7)微束等离子弧切割 切割0.1~0.5mm薄板,可采用功率0.5~1.5kW,喷嘴孔径0.1~0.4mm的非转移微束等离子唬最高切割速度可达10m/min.
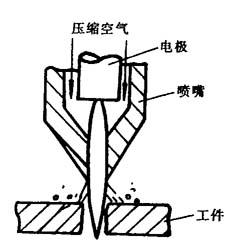
图5-19 空气等离子弧切割原理