电解磨削的主要设备及工艺
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第468页(944字)
7.4.2.1 电解磨削主要设备
(1)电解磨床可分为电解工具磨、卧式或立式电解平面磨、电解外圆磨、电解内圆磨及电解成型磨.电解磨床与普通磨床的区别是:带有直流电源及电解液供给系统,工具与工件间绝缘,机床有防腐处理及抽风装置.
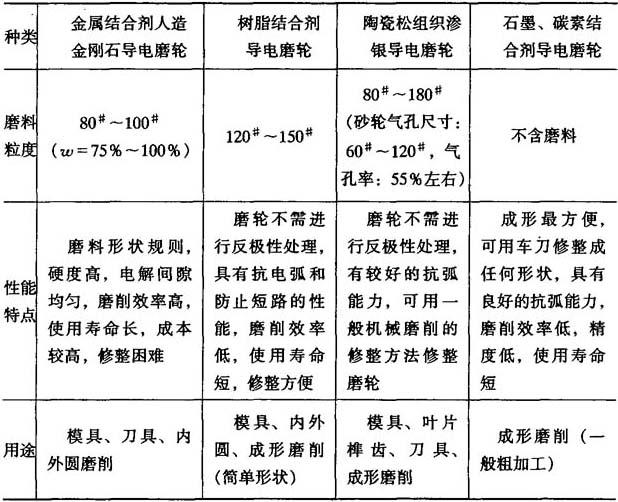
(2)导电磨轮 其作用是起阴极导电及去除钝化膜的作用.几种常见导电磨轮特性见表7-16,表中所谓反极性处理是指先将磨轮接电源正极,工件接电源负极,并在两者接触区供给电解液进行电解加工;把导电磨轮表面的金属结合剂溶解一部分,于是磨轮表面露出磨粒,这样在不导电的凸出的磨粒与凹陷的金属结合剂之间就形成了电解磨削所必须的加工间隙.
表7-16 几种磨轮特性
(3)电解液 应具备下述特性:
①能使金属表面生成结构紧密、粘附力强的钝化膜;
②导电性好,生产率高;
③对机床及夹具腐蚀性校
④对人体无害.
几种生产中常用的混合电解液配方见表7-17.
表7-17 几种电解磨削液配方
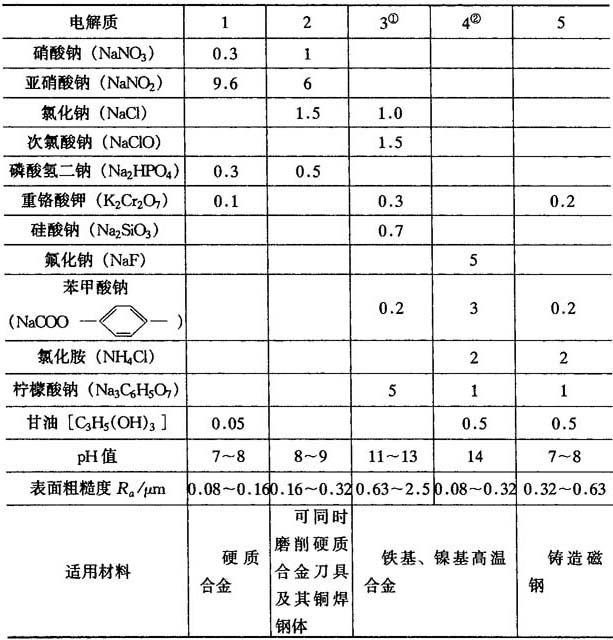
①粗磨电解磨削液;②精磨电解磨削液.
7.4.2.2 电解磨削工艺参数
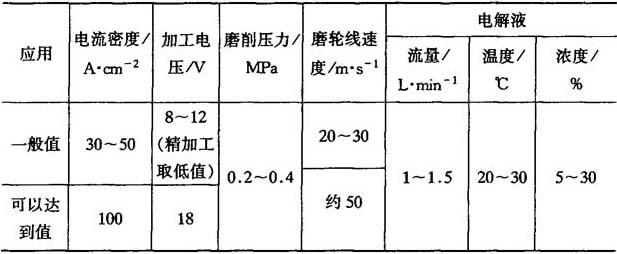
主要指电解液配方、流量、温度、浓度、电流密度、加工电压、磨轮线速度及磨削压力等.电解磨削工艺参数值见表7-18.
表7-18 电解磨削工艺参数
上一篇:电解磨削的基本原理及特点
下一篇:电解加工工艺