精冲模
书籍:模具工实用技术手册第2版
出处:按学科分类—工业技术 江苏科学技术出版社《模具工实用技术手册第2版》第178页(897字)
(一)精冲模的特点
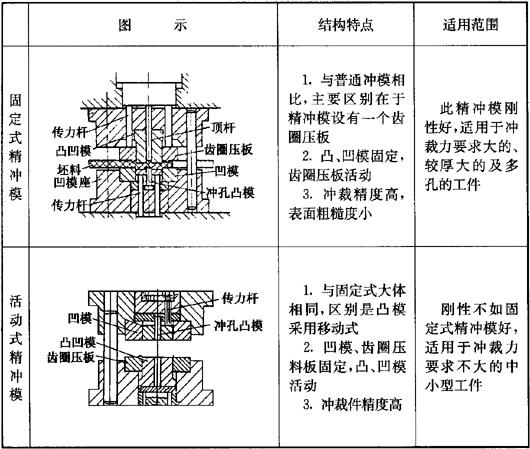
精冲是利用带齿的压料板冲模,强行压入材料,造成径向压力,以获得断面光滑的一种精密冲裁工艺。精冲模分为两大类:固定式和活动式。其结构型式见表1.4-1。
表1.4-1 精冲模的结构型式
(二)精冲模加工技术要求
1.模架及工件质量
精冲模加工技术要求见表1.4-2,凸、凹模双向间隙值见表1.4-3。
表1.4-2 精冲模加工技术要求
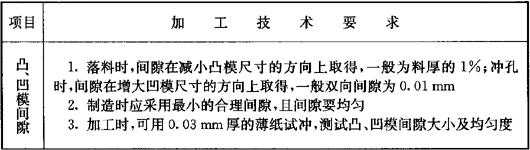
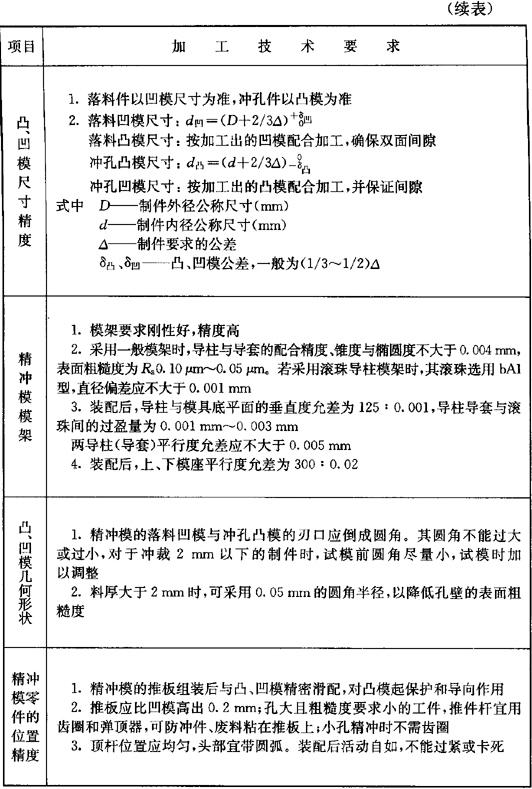
表1.4-3 凸、凹模双向间隙值 (mm)

2.齿圈的形状与尺寸
齿圈压料板是精冲模特有的零件,齿圈的主要作用是:齿圈压入材料中,阻止材料流动;对凹、凸模导向,卸料,从而提高冲件的精度。齿形参数见图1.4-1,齿圈参数见表1.4-4。
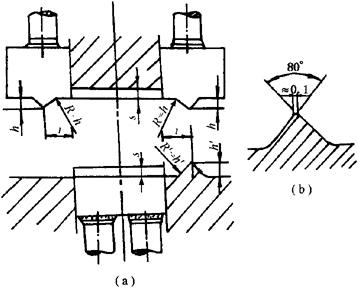
图1.4-1 齿形参数图
表1.4-4 齿圈参数尺寸 (mm)
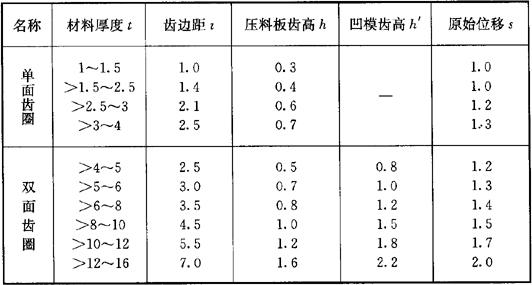
注:原始位移指凸模缩入带齿压料板的距离或顶板伸出凹模面的距离。
(三)精冲模制造
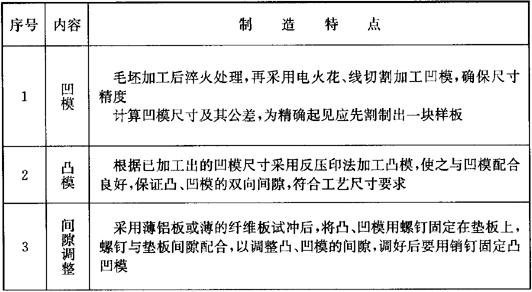
精冲模的零部件及装配方法,与普通冲模基本相同。但因精冲模比普通冲模的精度高、表面粗糙度低,故在制造时有其独特的方法。其制造特点见表1.4-5。
表1.4-5 精冲模的制造特点

上一篇:自动送料模设计
下一篇:模具工实用技术手册第2版目录