锤锻模
出处:按学科分类—工业技术 江苏科学技术出版社《模具工实用技术手册第2版》第464页(5226字)
(一)锻件图设计
1.分模面
通常所使用的是开式锤上模锻,其锻件分模面的选用原则见表3.2-15。
表3.2-15 锤上模锻锻件分模面的选用原则

2.模锻斜度(表3.2-16)
表3.2-16 模锻斜度 (°)

3.圆角半径(表3.2-17)
表3.2-17 圆角半径 (mm)

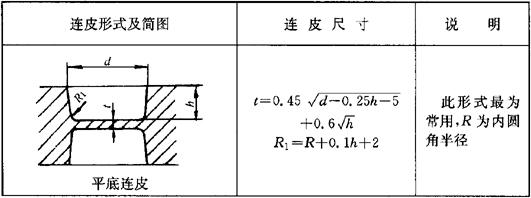
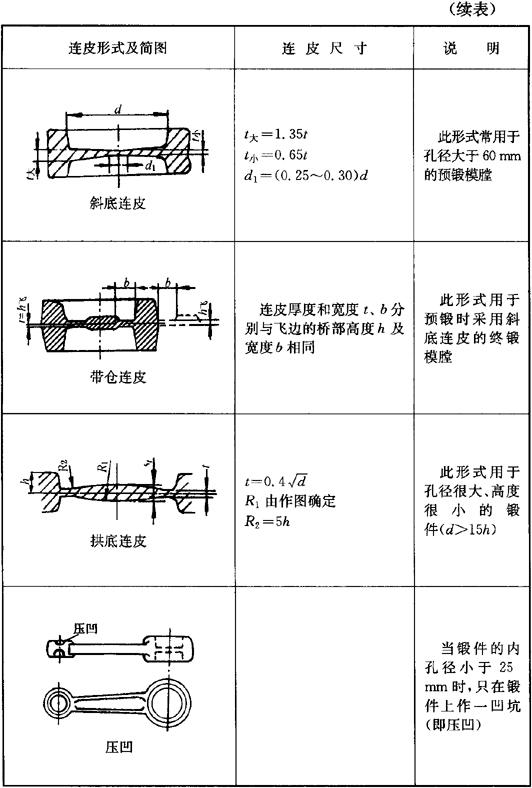
4.连皮及压凹
表3.2-18 连皮尺寸 (mm)
5.飞边槽
飞边槽形式见图3.2-10。

图3.2-10 飞边槽形式
飞边槽的尺寸可按以下公式计算:
式中 h——飞边槽桥部高度(mm);
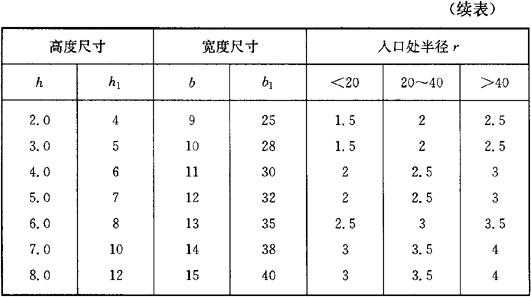
Af——锻件在水平面上的投影(mm),用于镦粗的锤上模锻终锻模膛由h值查表3.2-19,可得到飞边槽的其他有关尺寸。
表3.2-19 飞边槽尺寸 (mm)

飞边槽尺寸也可根据生产经验按照锻锤的吨位确定(表3.2-20)。
表3.2-20 飞边槽尺寸与锻锤吨位的关系 (mm)

6.技术条件
在锻件图上无法表示的技术参数,均列入技术条件加以说明。技术条件一般包括以下内容:
①图上未标注的模锻斜度;
②图上未标注的圆角半径;
③某些形位公差要求,如直线度、平面度等要求;
④锻件的热处理要求,如正火或调质处理;
⑤锻件的表面清理要求,如喷砂、抛丸、酸洗或滚筒清理等。
(二)模膛设计
1.终锻模膛设计
(1)热锻件图
考虑锻件加热时的热膨胀,在冷锻件图的基础上各尺寸均增加一个热膨胀量,便可绘出热锻件图。常用金属的热胀冷缩率见表3.2-5。
终锻模膛完全按照热锻件图上的尺寸制造。
(2)飞边槽
终锻模膛周边飞边槽的形式按图3.2-10选用,尺寸按表3.2-19确定。
(3)钳口
终锻模膛和预锻模膛常用的钳口形式见图3.2-11,其尺寸由表3.2-21和表3.2-22确定。
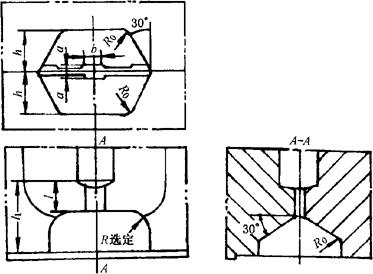
图3.2-11 常用的钳口形式
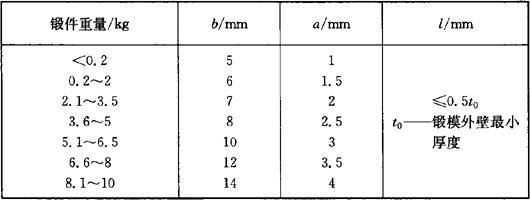
表3.2-21 钳口尺寸 (mm)

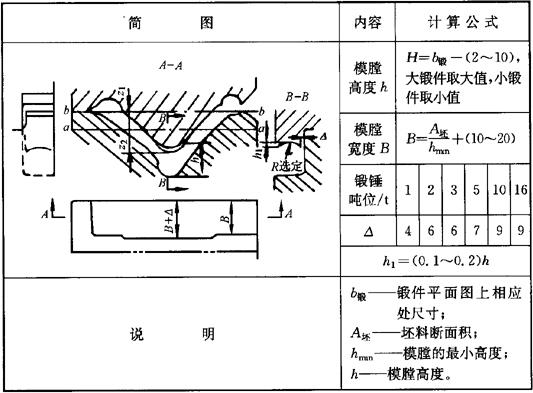
表3.2-22 钳口颈尺寸
2.预锻模膛设计
预锻模膛是在终锻模膛的基础上进行设计的。预锻模膛与终锻模膛的不同之处见表3.2-23。
表3.2-23 预锻模膛与终锻模膛的不同之处



3.制坯模膛设计
(1)圆饼类锻件的制坯模膛
圆饼类锻件在预锻或终锻之前常在镦粗台上进行镦粗制坯工序。镦粗台的边缘应倒成圆角,镦粗后坯料直径距各边缘应有5mm~10mm的间隙。
(2)长轴类锻件的制坯模膛
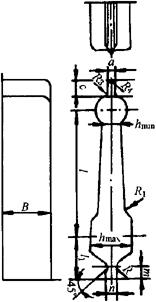
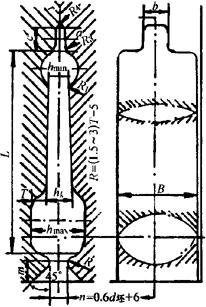
长轴类锻件的制坯模膛种类、尺寸计算分别见表3.2-24~表3.2-28。
表3.2-24 拔长模膛种类及尺寸 (mm)

注:dmin——计算毛坯的最小直径;V杆——计算毛坯杆部体积;L杆——计算毛坯杆部长度;d坯——坯料直径;L坯——坯料长度;h——拔长坎高度。
表3.2-25 滚压模膛的尺寸 (mm)


注:d计——计算毛坯相应处的直径;d坯——坯料直径;A坯——坯料断面积;hmin——模膛最小深度;dmax——计算毛坯最大直径;α坯——方坯边长;A杆均——计算毛坯杆部平均断面积;δ——收缩率;毛刺槽尺寸b仅适用于闭式滚压模膛。
表3.2-26 压肩模膛尺寸计算 (mm)

注:d计——计算毛坯直径;d坯——坯料直径;A坯——坯料断面积;hmin——压肩模膛最小深度。
表3.2-27 成型模膛尺寸计算 (mm)
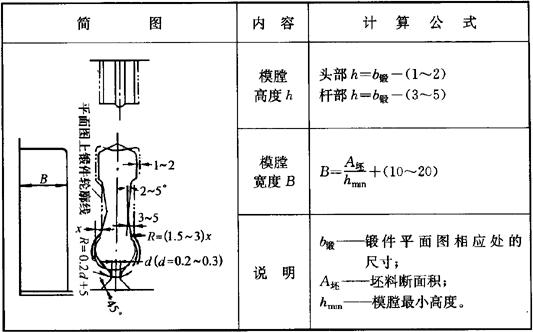
表3.2-28 弯曲模膛尺寸 (mm)
①拔长模膛的主要尺寸见表3.2-24。
②滚压模膛的常见滚压模膛形式见图3.2-12,其主要尺寸可查表3.2-25确定。
开式混压模膛
闭式滚压模膛

混合式滚压模膛

非对称式滚压模膛
图3.2-12 滚压模膛形式
③压肩模膛的尺寸见表3.2-26。
④成型模膛的尺寸见表3.2-27。
⑤弯曲模膛的尺寸见表3.2-28。
⑥切断模膛常布置在锻模的四角。较典型的切断模膛的形式及尺寸见图3.2-13。

图3.2-13 切断模膛
⑦压扁台常见的形式见图3.2-14。其尺寸按下式计算:
B=B坯+40(mm)
L=L坯+40(mm)

图3.2-14 压扁台
式中 B坯、L坯——压扁后毛坯的宽度和长度。
(三)毛坯尺寸的确定
1.长轴类锻件
首先计算出坯料的截面积,其计算公式见表3.2-29。
表3.2-29 锤上制坯的坯料截面积计算

然后按国标选择相近的钢材尺寸,并计算出坯料的实际截面积A坯。
最后确定坯料的长度:

式中 l钳——夹钳料头长度;
V坯——坯料体积,其值按下式计算:
V坯=(V锻+V飞)(1+δ)
式中 V锻——锻件体积;
V飞——飞边与连皮的总体积;
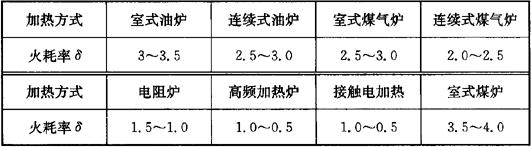
δ——火耗率。其值可参见表3.2-30。
表3.2-30 火耗率 (%)
2.圆饼类锻件
首先算出计算坯料的直径D′坯或边长B′坯,其公式如下:

方坯边长B
式中 V坯——坯料体积,且V坯=(V锻+V飞)(1+δ)。
然后选择与国标相近的D坯和B坯。
最后确定坯料的长度L坯,其值可按下式计算:

或

(四)锻锤吨位计算
锻锤吨位可由经验公式计算:
G=(3.5~6.3)kA
式中 G——锻锤落下部分重量(t);
A——锻件和飞边在分模面上的投影面积(mm2);
k——材料系数。低碳钢为0.9;中碳钢为1.0;合金结构钢为1.1~1.25;合金工具钢为1.55。
锻件形状简单或生产率不高时,可取系数3.5,而6.3则用于锻件形状复杂或生产率高的情况。
(五)模膛布置
1.模膛布置的原则(表3.2-31)
表3.2-31 模膛布置的原则

2.模膛布置的形式
图3.2-15为几种模膛布置的形式:

图3.2-15 模膛布置的形式
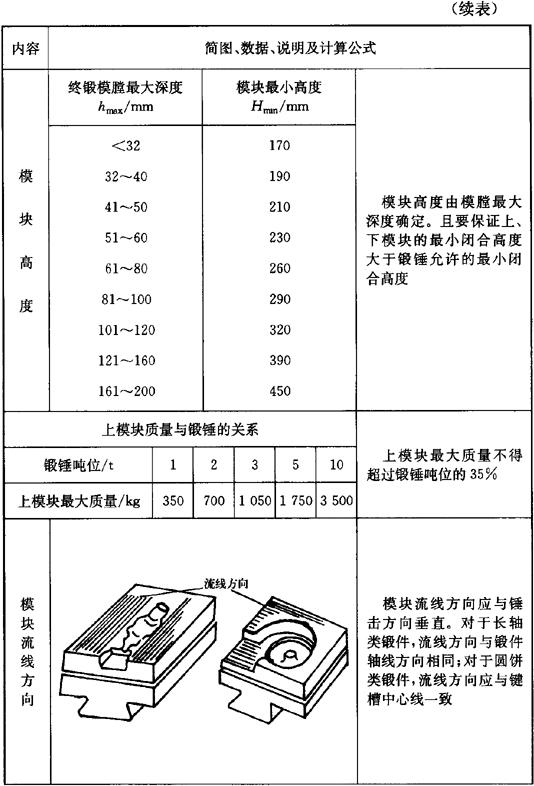
(六)模块尺寸(表3.2-32)
表3.2-32 模块尺寸



(七)模块规格(表3.2-33)
表3.2-33 模块截面尺寸规格 (mm)
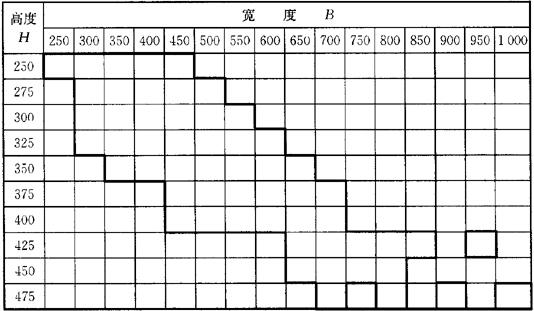
注:1.模块长度尺寸(l),由需方向供方订货时在合同上规定。
2.模块尺寸的极限偏差规定如下:在高度方向为高度尺寸的+5%;在长度和宽度方向当尺寸<600mm时,为该尺寸的+4%,-1%;当尺寸≥600mm时,为该尺寸的+3%,-1%。
3.模块高度方向的加工余量为20mm(即H+20作为供方供应的模块高度尺寸)。