超级压光机的改进和近期设计数据
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册第九分册纸张抄造》第802页(1966字)
超级压光机的制造技术和使用技术在不断改进,飞速发展。1977年芬兰已经制造幅宽7650mm、车速800m/min,线压3500N/cm的超级压光机用于薄层涂料纸生产;一些国家在使用方面也有很多改进和新的设计,例举如下。
1.中间钢辊的改进
将中间通孔式铸铜辊改为中空薄壁装配式钢辊,以加快传热速度,见图11-7-14。

图11-7-14 薄壁装配式钢辊图
1—中心通孔式冷铸钢辊 2~5—中空薄壁装配式钢辊
2.热水加热及分部循环系统
由图11-7-15所示,热水循环分上部和下部两个系统。上部循环系统温度较高,主要为了提高光泽度和平滑度。下部系统温度较低,主要是为了保持辊面温度一致,使辊面温度不至于由于线压力的增高而增高,因此可以提高车速。采用本系统后,线压力反而可以降低,因此,又保护了纸粕辊(见表11-7-15)。由于有循环系统,使压辊表面沿幅宽温度均一,因而硬度也保持均一,从而使压出的纸幅沿辊面方面质量也趋于一致(详见图11-7-16和11-7-17)。
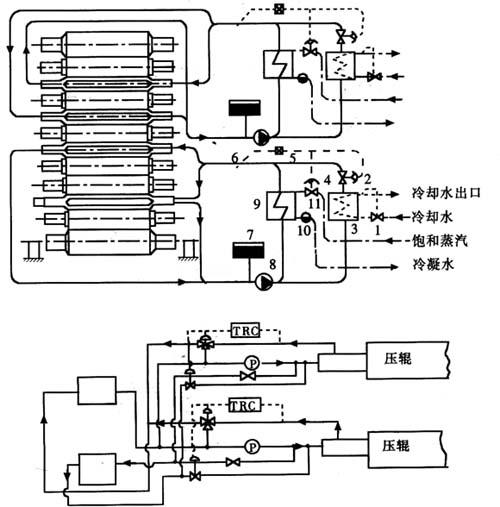
图11-7-15 热水加热循环系统图
1—阀门 2—测温计 3—冷却装置 4—冷却水控制阀 5-P1恒温调温计 6—抵抗温度计 7—膨胀缓冲罐 8—循环泵 9—加热装置 10—蒸汽捕捉器 11—蒸汽控制阀
表11-7-15 钢辊表面温度控制系统使用


图11-7-16 中空通心钢辊旧式循环系统辊面情况

图11-7-17 中空薄壁装配式钢辊热水循环系统辊面情况
3.卷取装置的改进
为防止卷纸时纸幅偏斜和左右串动,设置了弧形舒展辊和游动压辊相配合的轴式卷纸装置。见图11-7-18(A)、(B)两图。这两种方式特别对于高的平滑度和高的光泽度的纸张都很适用。不但纸辊卷得整齐,而且纸层间不产生滑动,因而也可以保持纸面的光泽度不至于由于层间摩擦而降低。

图11-7-18 新设计的超级压光机卷纸部
4.辊间快速脱离装置的改进
为提高工作效率,保护压辊,特别是纸粕辊,当纸幅突然断头时,控制机构立即使辊速快速下降,同时辊间迅速脱离接触。辊间快速脱离办法是:在底辊两轴端设有油压缸〔见图11-7-19(A)、(B)〕。(A)为压紧状态,(B)为脱离状态。紧急时,使油压迅速降低,底辊快速下降,辊间迅速脱离。这一操作,由过去5~7s降低为0.4~0.6s。同时大幅度提高纸粕辊的寿命。现在设计的压光机纸幅,由顶辊进,底辊出的总时间约1s。

图11-7-19 底辊油压控制方式图
5.超级压光机的近期设计图
设计图见图11-7-20和图11-7-21。

图11-7-20 超级压光机近期设计图
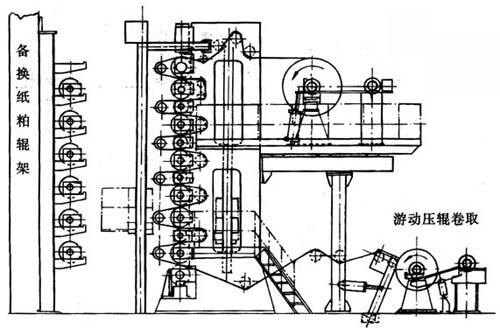
图11-7-21 超级压光机的近期设计图(用于薄层涂料纸)
6.最新设计超级压光机的辊数
表11-7-16 近期设计超级压光机辊数表

7.超级压光机近期设计速度
表11-7-17 超级压光机的近期设计速度表

8.超级压光机近期设计线压力
表11-7-18 超级压光机近期设计线压力表

9.超级压光机辊面近期设计温度
表11-7-19 超级压光机辊面近期设计温度表
