半自动车床
出处:按学科分类—工业技术 北京理工大学出版社《新编液压工程手册下册》第2410页(1263字)
半自动车床属于通用设备,是专门用来加工盘类、环类工件的机床。其生产率比普通车床提高了3~5倍,劳动强度大大减轻,其后还可纳入自动生产线中,适用于大批量生产。这种车床进给运动及各个辅助运动均由液压来完成。现就C7632多刀半自动车床为例说明液压系统的特点。
图44.3-4为C7632半自动车床外形图。液压执行部件有上刀架1,下刀架2,夹紧缸8,液压离合器缸10。
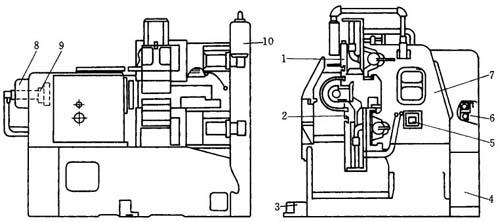
图44.3-4 C7632型多刀半自动车床
1-上刀架;2-下刀架;3-脚踏电器开关;4-液压油箱;5-总电源开关;6-液压操纵板;7-插销板;8-夹紧油缸;9-液压离合器;10-悬挂操纵台
机床的启动和停止由液压离合器来控制,启动和刹车时间通过液压系统节流阀的调整来控制,起缓冲作用。
工件夹紧通过液压缸来完成,夹紧力大小可以通过减压阀来完成,上下刀架的横向和纵向合运动由液压来完成。
液压系统由单独油箱和装在油箱上的恒压式变量叶片泵及组合控制阀组组成。系统压力由变量泵调定,一般调整压力在3MPa左右。泵的输出流量取决于负载压力,通过负载压力信号的反馈使之输出流量变化以适应负载的需求。图44.3-5为液压原理图。
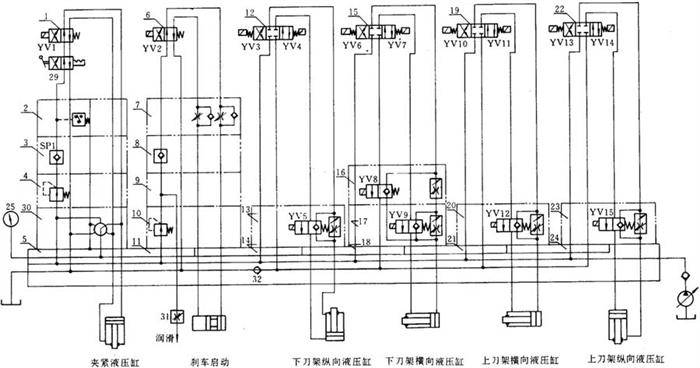
图44.3-5 C7632半自动车床液压系统
来自系统压力油流经减压阀4、单向阀3、手动换向阀29、电磁换向阀1进入夹紧液压缸,图示位置处于夹紧状态。为安全起见,当机床断电时,必须保证工件处于夹紧状态。当需要内夹紧时,手动换向阀推入换向。
液压离合器油路由减压阀10、单向阀8、换向阀6、两个单向节流阀7组成。通过调节阀7来改变主轴的启动和刹车速度。从节流阀31出去的油通向分油器供给床头润滑。
上下刀架油路完全相同,均属进口节流调速系统,横向液压缸由换向阀15和19控制进退,纵向液压缸由换向阀12和22控制。如果电动调速阀电磁铁YV5,YV12,YV15,YV8,YV9通电,各刀架可实现快速进给。
下刀架设置了两个电动调速阀16和17,目的是多一个纵向进给速度,这也是机床加工工艺所要求的。
回油油路上装有背压阀32,作用是产生背压力,提高工作行程平稳性。
此液压系统与电气系统组成完善的控制中心,达到自动状态或调整状态,无论处于何种状态均可实现主轴点动。