木材质量
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册:第六分册机械法制浆》第167页(2151字)
木材质量对任何一种制浆方法都很重要,而盘磨机械浆由子得率高,木材质量的影响特别明显。它不仅反映到成浆质量上,而且对生产过程的各个阶段也都有不同程度的影响
1.密度
密度小的木材更适合于磨浆。因为纤维壁薄的春材纤维比壁厚的秋材纤维容易吸收能量,因此经磨浆变得较柔软,而密度大的木材磨浆时需要较多的能量,而且在同一打浆度下成浆抗张指数较低,如图7-3-37所示。
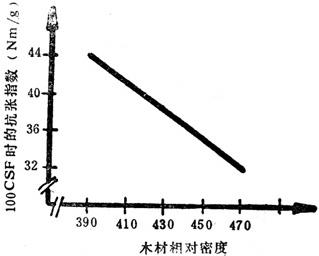
图7-3-37 木材密度对TMP张力指数的影响
磨高密度木材时需要较大的能量,为了不使磨盘间隙太小,而切断纤维,降低成浆质量,磨浆过程可分几段进行,或者在单段磨浆过程中应降低通过量。
幼龄木密度小,纤维短,压缩木含量高,要达到同样的抗张指数需要较高的磨浆电耗,其抗张指数较低,而光散射系数很大,如图7-3-38所示。

图7-3-38 辐射松成熟材和幼龄材的张力指数与光散射系数的关系
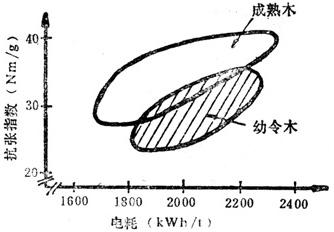
图7-3-39 辐射松成熟材和幼龄材的比能耗与张力指数的关系
(括号内为木材密度)
2.木材水分
木材水分与密度有直接关系,密度越小的木材,饱和时的水分含量越大,如图7-3-40所示。
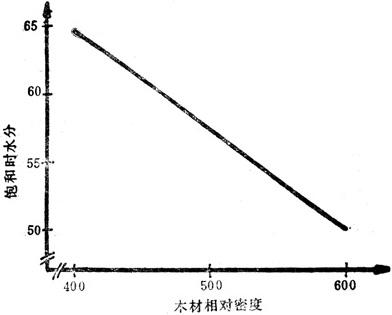
图7-3-40 密度与木材饱和时的水分的关系
在盘磨机中磨浆时,木片水分不如在磨木机中磨浆时那么敏感,一般认为盘磨机磨浆时木片水分不低于30%即可。
当木片水分低到30%时,只要在盘磨机喂料螺旋处加入足够的水,除纤维束含量有所增加外,其它指标都能保持正常水平。
3.木片规格
Nils Hartler将木片按图7-3-41所示筛分后,研究了不同组分的木片对盘磨机械浆生产过程的影响.
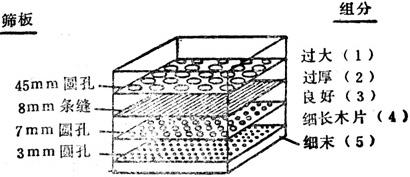
图7-3-41 木片的筛分
①留在45mm圆孔筛板上的大木木片(组分1)通常比例不大,但造成木片局部密度的变化,对喂料有很大影响。
②留在8mm宽条缝筛板上的木片(组分2)太厚、含木节多,加热时内外不易均匀,也影响木片的密度和喂料。
③针状组分(组分4)一般不会给生产过程造成麻烦,对成浆质量也无显着影响。但有人强调木片均一性是成浆质量的关键,因此这一组分也不好。
④碎末(组分5)会降低成浆质量,应尽可能地少些。
Hoekstra等人则强调木片厚度对磨浆过程的影响。从图7-3-42可以看出,磨浆到100mL游离度所需的能耗随木片平均厚度从1.6mm提高到6.0mm而显着增大。平均厚度继续提高到9.5mm时则能耗的增加无统计学上的显着性。

图7-3-42 木片平均厚度与磨浆能耗的关系
图7-3-43为木片厚度与耐破指数的关系,表明当木片厚度为5~6mm时,耐破指数最大,还可以看出木片厚度的均匀度对耐破指数有很大影响。例如平均厚度5mm的木片,当均匀度最大(接近于三角形的顶点)时,磨出的浆耐破指数最高,而用薄木片和厚木片混合而成的很不均匀的木片,其耐破指数几乎和由100%薄木片磨成的浆一样差。
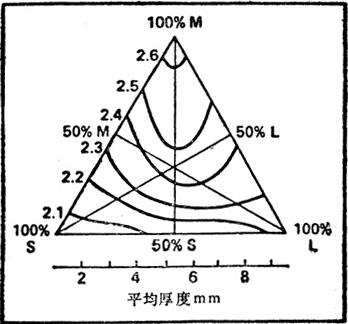
图7-3-43 木片厚度对耐破度的关系
图7-3-44清楚地表明当游离度100mL时,木片厚度3~4mm时L因子最大,用薄木片和很不均匀木片(接近于三角形的底)磨成的浆L因子最小。
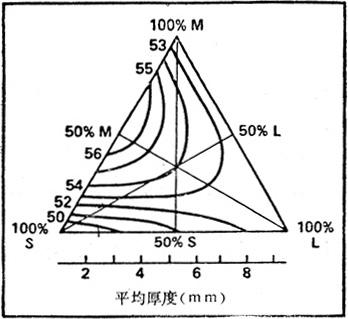
图7-3-44 木片厚度与L因子的关系
图7-3-45表明木片厚度3~4mm及7~8mm时撕裂指数最高,薄木片对撕裂指数影响最大。
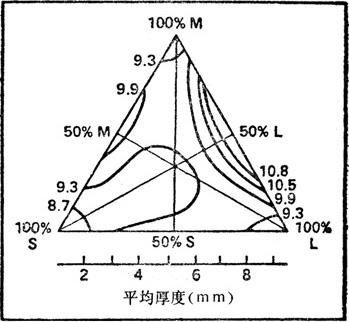
图7-3-45 木片厚度与撕裂度的关系
这些研究结果表明盘磨机械浆的最合适的木片厚度为3.5~6.0mm,然而比平均厚度更重要的是过厚和过薄木片的影响。一般认为厚度超过10mm的木片必须筛除,超过7mm的木片应少到最低限度,厚度小于3mm的厚木片亦应筛除。