塑料层压板和金属板的复合板
出处:按学科分类—工业技术 中国轻工业出版社《塑料粘接技术手册》第316页(1510字)
制造塑料层压板和金属板的复合板的方法有两种,一种是把预先固化成型的层压板和金属板粘接,组合成复合板。另一种是将金属板与未固化的层压板一起固化、粘接而成型为一体。
前者是二次粘合,应选择平整没有翘曲的材料,而且材料必须进行表面处理。由于是已成型的层压板,一般在加热后有翘曲的倾向,最好使用室温固化的胶粘剂。如果层压板保存时由于温湿度的变化和成型时的机械加工而产生变形的情况,粘接前必须整形,使得和金属板保持紧密接触。若不易修整时,可采用热固性胶粘剂,使用的胶粘剂可参考表6-18,并根据用途和使用的温度进行选择。
表6-18 金属*和热固性塑料的层压板用胶粘剂
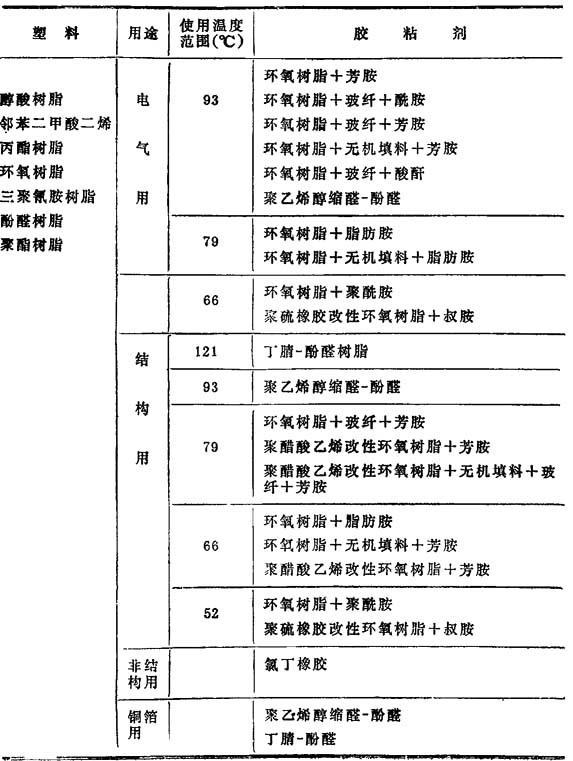
*金属必须涂底漆。
因为塑料层压板纵横向的膨胀系数不同,两面层压时必须注意,加压时压力应适当。过大的压力会损伤表面光泽,产生不均匀的收缩;过小的压力,会使粘接强度降低。所以一般压力在0.5~0.55MPa较为适宜。
必须在整个粘接面均匀施加压力。粘接这类板材时,常用压敏胶粘剂。使用压敏胶粘剂时,在粘接的两面都应均匀涂敷,粘接前涂膜必须干燥,如果有残留溶剂,就不能得到压敏胶粘剂特有的早期强度。这类胶粘剂的缺点是耐热性差,因此在使用前应添加适当的固化剂。例如加入二异氰酸酯就可克服耐热性差的缺点。
表6-19、表6-20说明用氯丁压敏胶粘剂粘接塑料层压板和金属时,在不同条件下的粘接强度。
表6-19 复合材料粘接的剪切强度* *
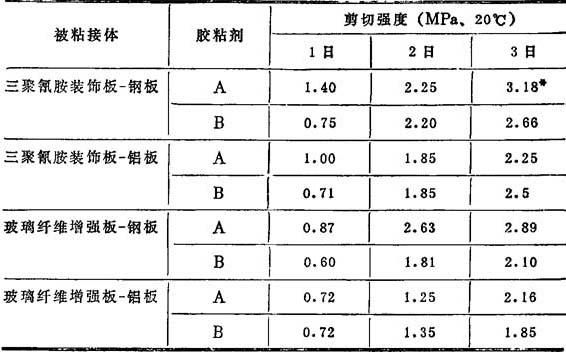
注:*装饰板破坏。
* *粘接条件:涂敷量300g/m2(两面涂敷),空隙时间2.5min,压力
0,5MPa,放置24h。
试验条件:拉伸速度50mm/min
胶粘剂:A.胶粘剂5505N,
B 胶粘剂3M EC-1368。
表6-20 复合材料在各种条件下粘接的剪切强度*
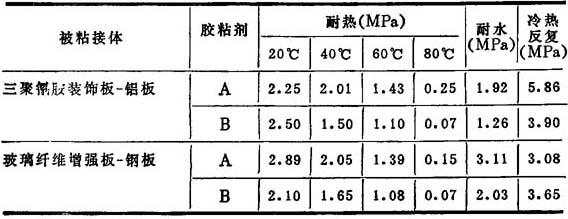
注:*装饰板破坏。
第二种方法在装饰板上进行多层复合板的层压时,固化和粘接同时进行,由于固化时塑料和金属的膨胀,收缩率的差异,使用时所受负荷及环境条件等也不同,要选择好胶粘剂是较困难的,一般采用环氧树脂胶粘剂。普通的环氧树脂胶粘剂在150℃的固化温度下有显着的流动性,会产生缺胶的倾向。因此采用薄膜胶粘剂较好,当然也要避免选用那些在加热后膨胀或发泡的品种。为了减少内应力应选择塑料层压板和金属的热膨胀系数与胶粘剂的热膨胀系数尽量接近。实际上这种方法本身,在胶粘剂层内应力的产生是不可避免的,为了尽可能限制在最小范围内,这种方法所使用的胶粘剂的固化温度,必须比层压物的固化温度高。图6-4表示固化周期对塑料层压板—铝复合板的剪切粘接强度的影响。

图6-4 铝和层压板的粘接强度