超级压光机
出处:按学科分类—工业技术 中国轻工业出版社《涂布加工纸技术手册》第269页(1631字)
超级压光机是在机械压光的基础上,进一步提高纸的平滑度和光泽度,同时增加紧度和改善厚度的均匀性。其工作原理与机械压光机相似,但不同的是超级压光机辊数较多、线压较大、车速较快,除铁辊外,还有羊毛纸辊。超级压光机的结构图如图5-4所示。
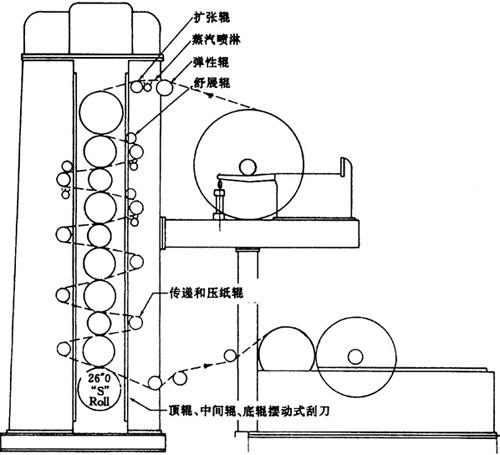
图5-4 超级压光机
用于涂布纸整饰的超级压光机辊子数通常为9~12根,线压力为2.45~2.94×105N/m。超级压光机的机架有A型和C型两种形式,如图5-5所示。超级压光机的领纸速度一般为10~15m/min,而工作速度在600~1100m/min左右。超级压光机有单面和双面压光功能区别,单面压光的超级压光机的钢辊和纸辊相间排列,辊子总数为奇数。双面压光的超级压光机,中间有两个纸辊相连排列,辊子总数为偶数,如图5-6所示。
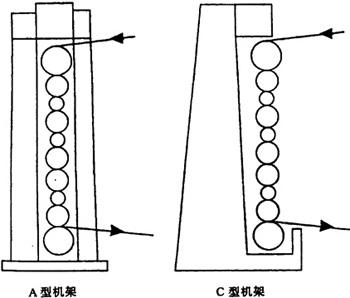
图5-5 超级压光机的机架形式
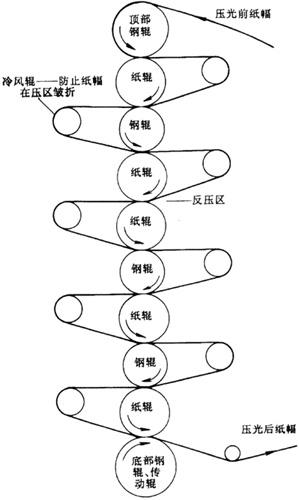
图5-6 双面压光的超级压光机辊子排列结构
超级压光机的作用,主要是靠压光辊间的压力和摩擦两种作用。前一种增加纸的紧度,降低厚度,对于纸的平滑度也有一定程度的影响。后一种作用则是以提高光泽度为主。
纸辊在压光时,产生径向变形和切线变形,在铁辊和纸辊之间产生0.03%~0.08%的相对滑动。铁辊和纸辊之间的相对滑动与车速无关,但提高压光辊间的线压,会增加辊子的相对滑动。
影响超级压光的因素有:纸页水分、辊间线压、压光辊数、压光速度、纸页的材料组成及性质。超级压光机与造纸机分开,用于机外压光。
【参考文献】:
(1) Web Processing and Converting Technology and Equipment,Van Nostrand Reinhold Company,1984,Donafas Sfafas.
(2) Handbook for Pulp & Technologists,TAPPI & C.P.P.A.1982,G.A.Smook.
(3) Pulp and Paper Manufacture,Third Edition,1990,Volume 8,Coating,Converting,and Speciality Processes,Part two:Finishing and Converting,Thomas S.Greiner etc.
(4) The Coating Process,TAPPI Press,1993,Chapter 7,Ronald L.Fox etc.
(5) 瑞典BTG公司设备样本。
(6) 芬兰Valmet公司复卷机设备样本。
(7) 日本藤卷株式会社切纸机设备样本。
(8) 美国Lamb公司卷筒纸包装设备样本。
(9) 法国Thimon公司平板纸包装设备样本。
(10) 欧洲Lamb公司令纸包装设备样本。
(11) 芬兰Haloia公司卷筒纸包装设备样本。