标准操作件
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册中》第1762页(7231字)
各种标准操作件分别见表4.22-1~4.22-32。
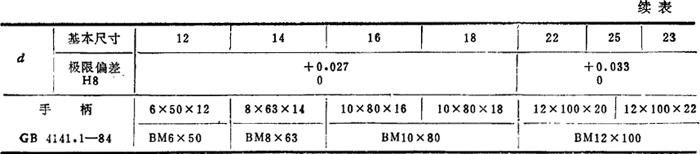
表4.22-1 手柄(摘自CB4141.1-84) mm
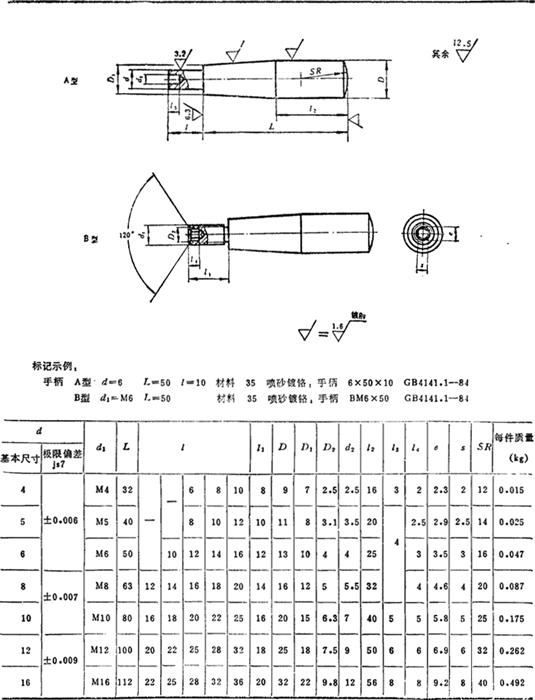
注:①材料:35;Q235。
②表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr);氧化(H·Y)。
表4.22-2 曲面手柄(摘自GB4141.2-84) mm
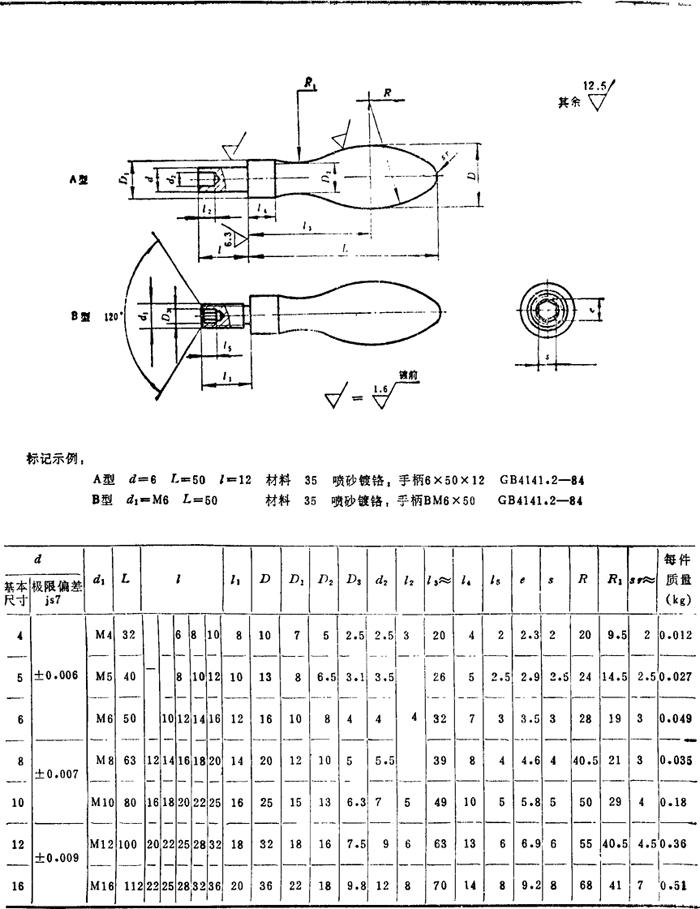
注:① 材料;35.Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr);氧化(H·Y)。
表4.22-3 直手柄(摘自GB4141.3-84) mm

注:① 材料:35;Q235。
② 表面处理;喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr);氧化(H·Y)。
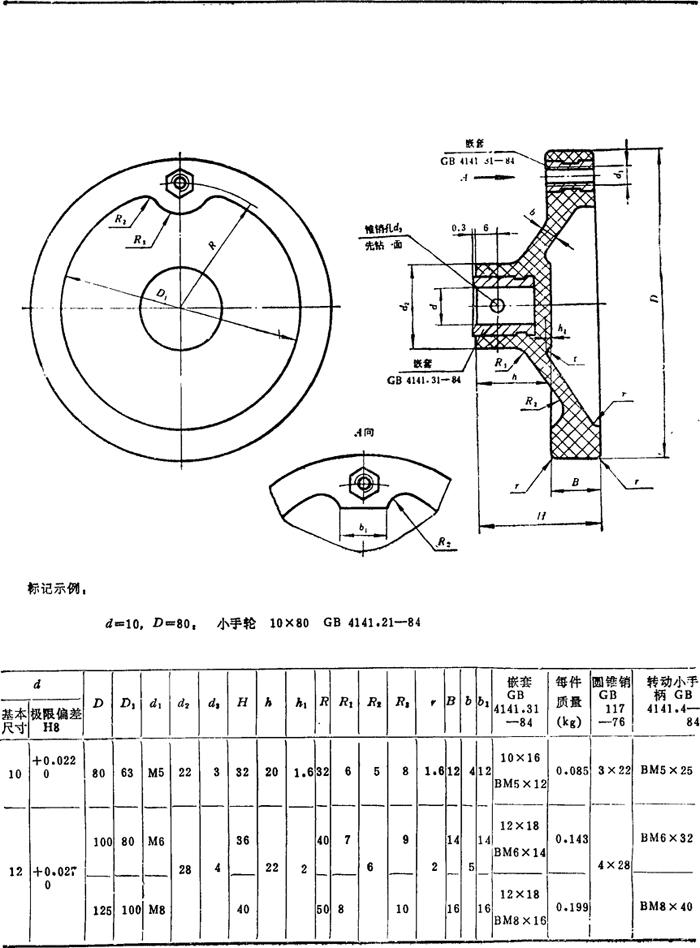
表4.22-4 转动小手柄(摘自GB4141.4-84) mm
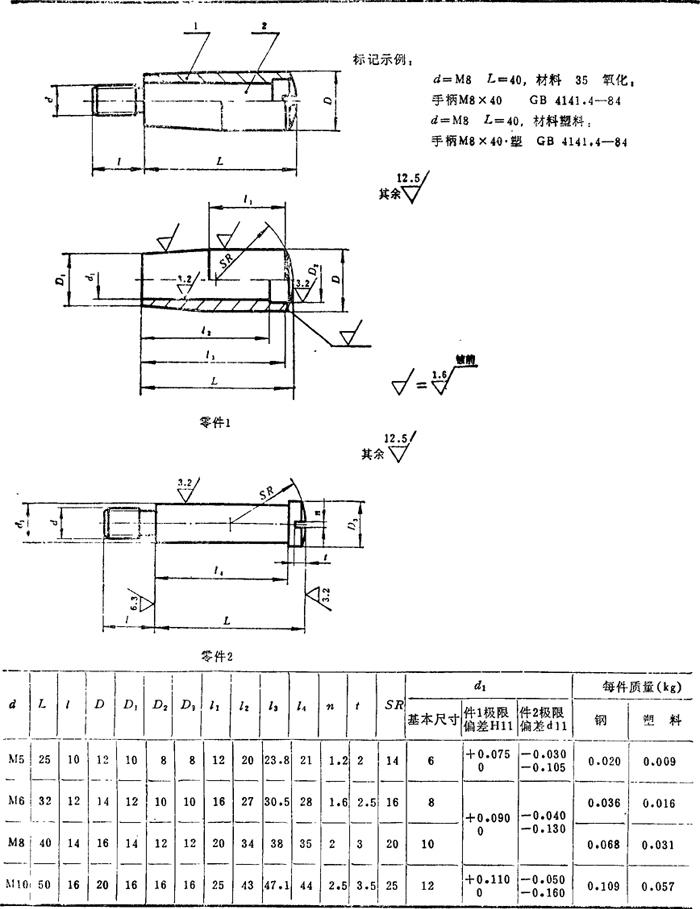
注:零件1手柄套的材料可用35钢、Q235(表面氧化H·Y)、ZL102(表面阳极氧化D·Y)或塑料(推荐用增强酚醛塑料,也允许采用不低于其性能的其他塑料制造),零件2螺钉的材料用35钢(表面氧化)。
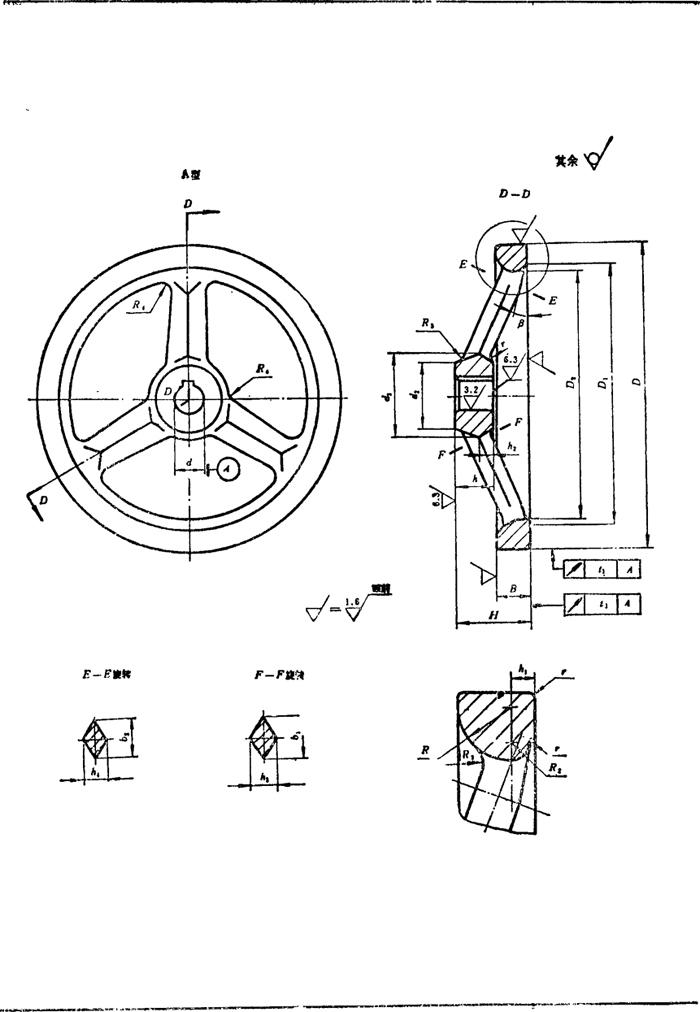
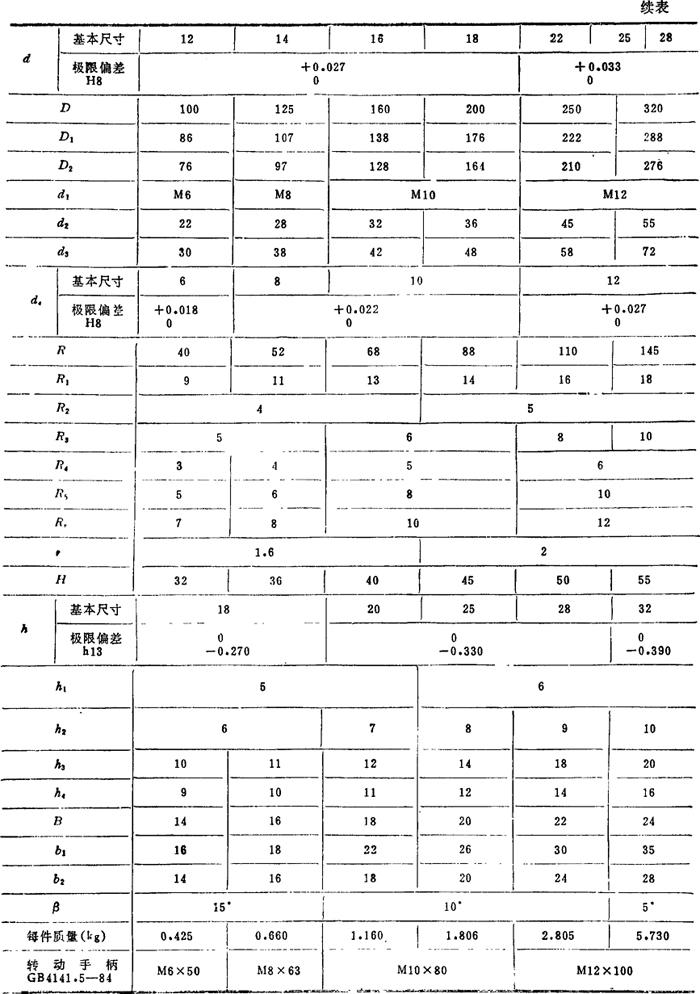
表4.22-5 转动手柄(摘自GB4141.5-84) mm
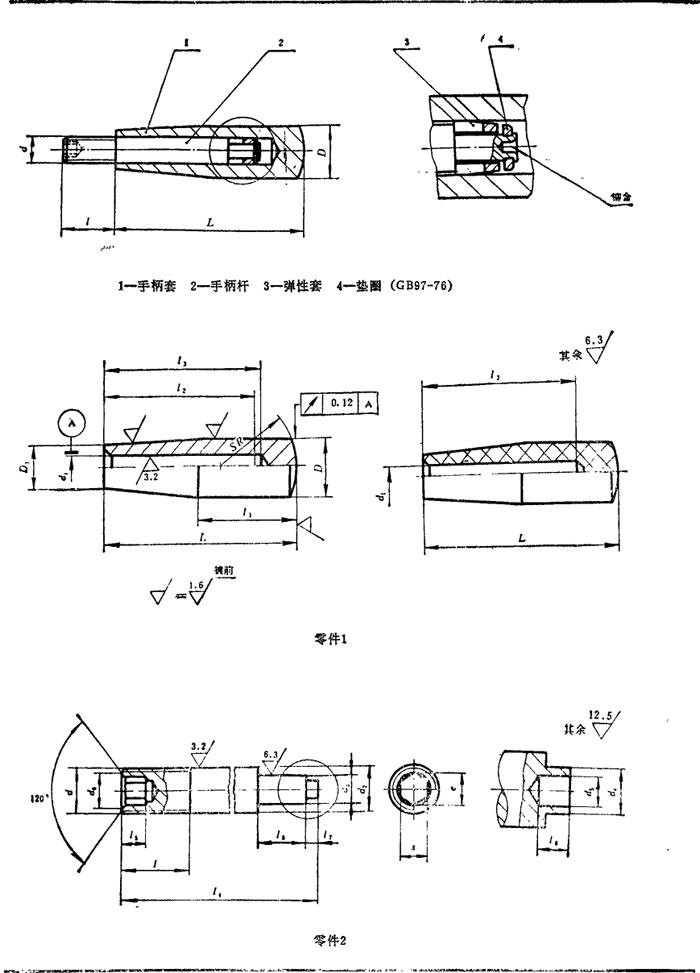
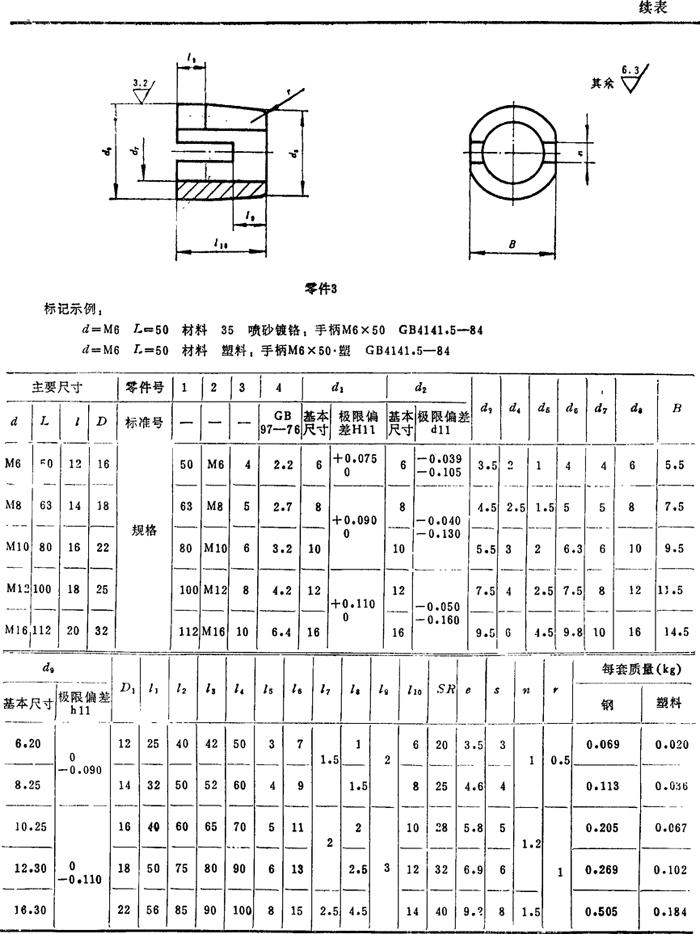
注:① 材料:35;Q235;塑料;65Mn,其中手柄套用35钢或塑料(增强酚醛塑料或尼龙)。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr);氧化(H·Y)。
③ 零件3(材料65Mn)热处理;HRC42。
表4.22-6 曲面转动手柄(摘自GB4141.6-84) mm
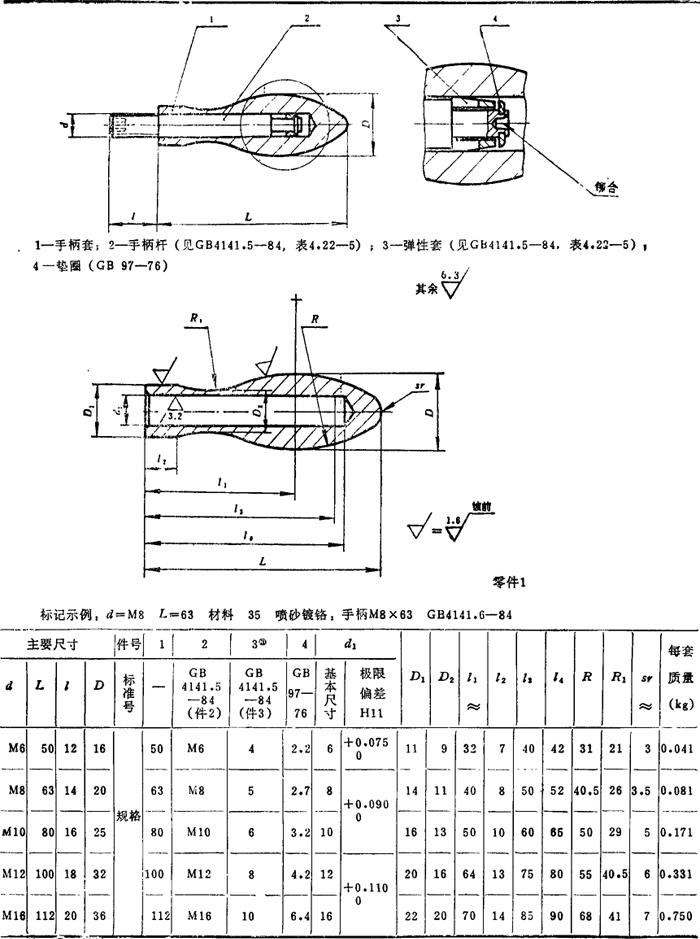
注:① 材料:35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr):镀铬抛光(D·L2Cr)。
③ 件3及其联接方式见表4.22-5。
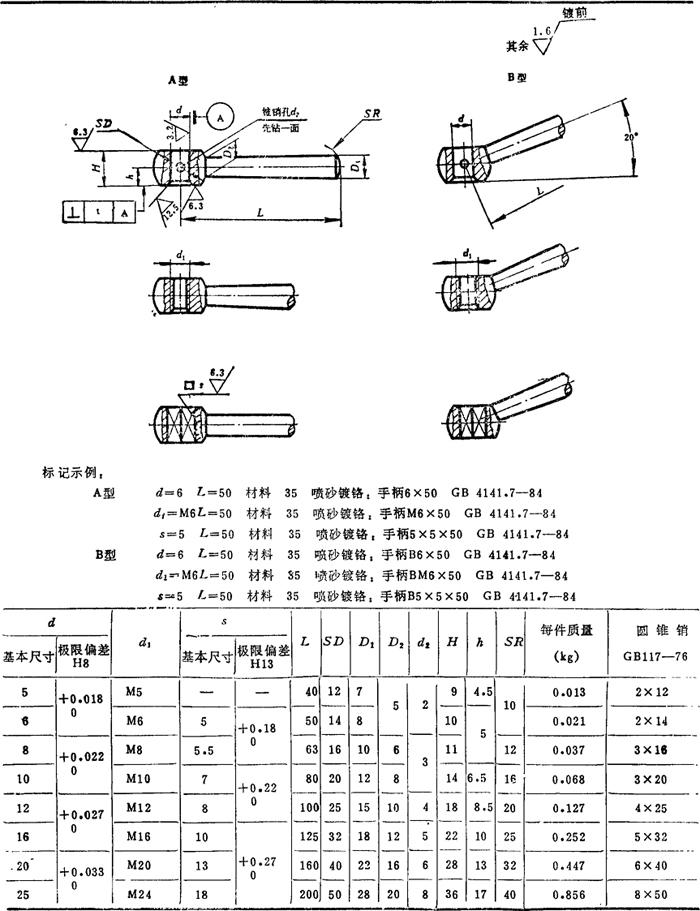
表4.22-7 球头手柄(摘自GB4141.8-84) mm
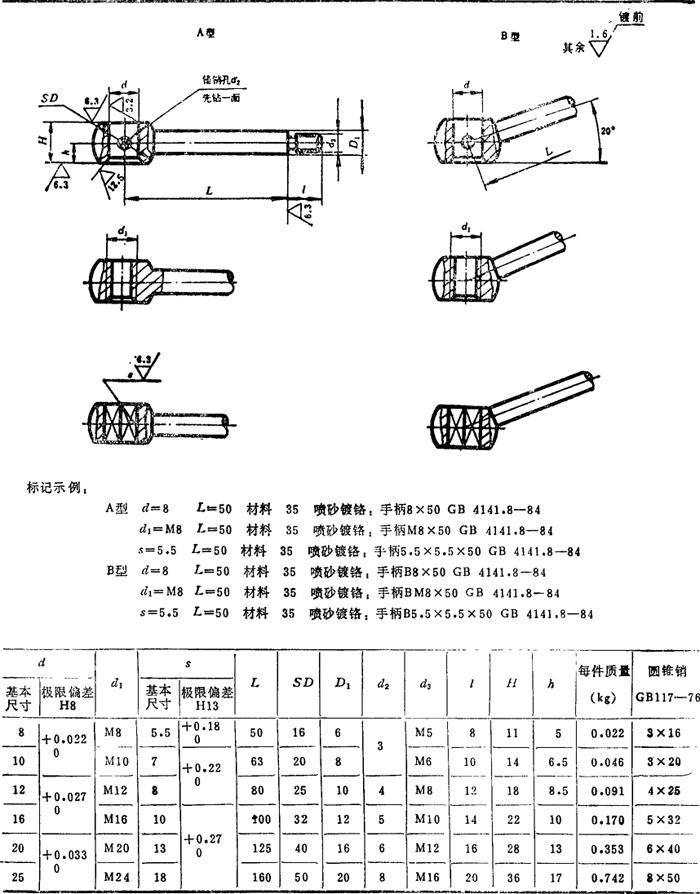
注:① 材料:35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
③ 手柄垂直度公差t:d<8mm,t=0.10mm;d=8~12mm,t=0.12mm;d>12至18mm,t=0.15mm;d=20~25mm.t=0.20mm。
表4.22-8 锥柱手柄(摘自GB4141.7-84) mm
注:① 材料:35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光( );氧化(H·Y)。
);氧化(H·Y)。
③ 手柄垂直度公差t同球头手柄(表4.22-7)。
表4.22-9 单柄对重手柄(摘自GB4141.9-84) mm
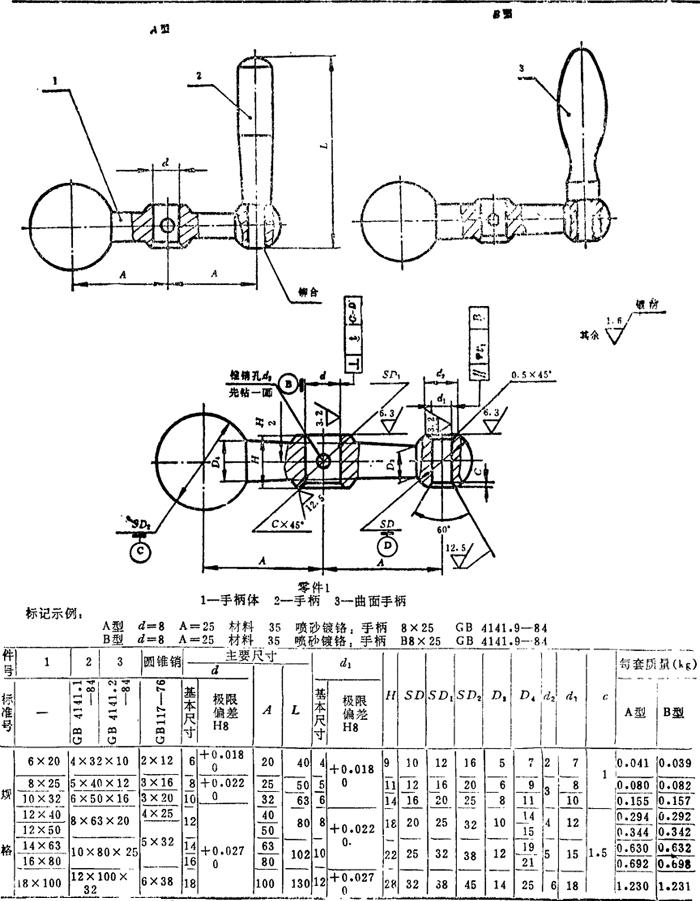
注:① 材料::35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L9Cr)。
③ 垂直度公差t:d=6mm时t=0.08mm;d=8~10mm时t=0.10mm;d=12~16mm时,t=0.12mm d=18mm时t=0.15mm。
平行度公差t1:d=6mm时,t1=0.12mm;d=8~10mm时,t1=0.15mm;d=12mm时, ;d=14~18mm时,t1=0.25mm。
;d=14~18mm时,t1=0.25mm。
表4.22-10 双柄对重手柄(摘自GB4141.10-84) mm
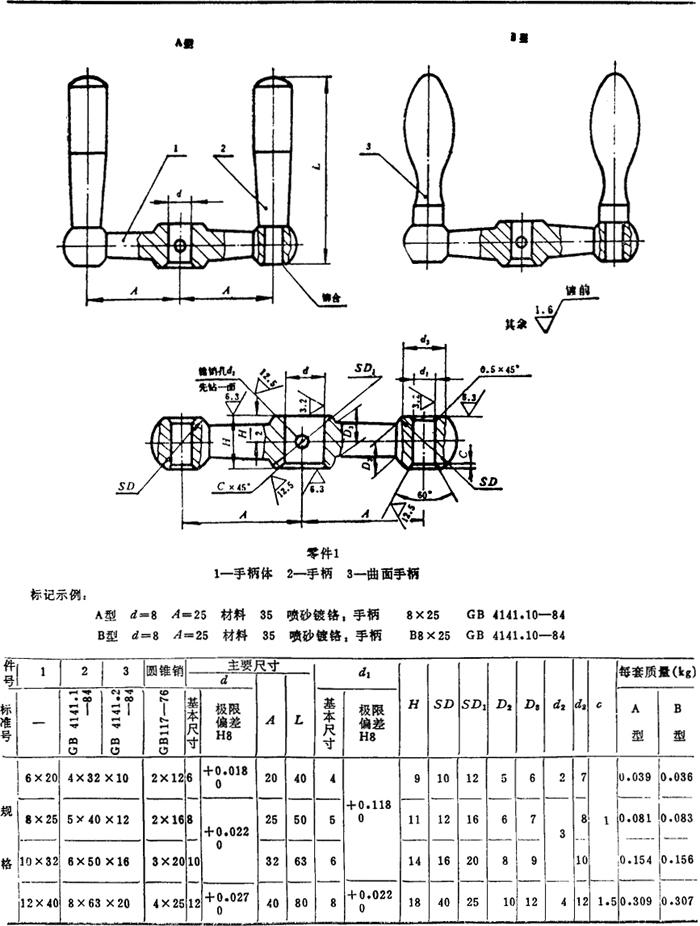
注:① 材料:35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
表4.22-11 直臂手摇柄(摘自JB/ZQ4617-86)和弯臂手摇柄(摘JB/ZQ4618-86) mm
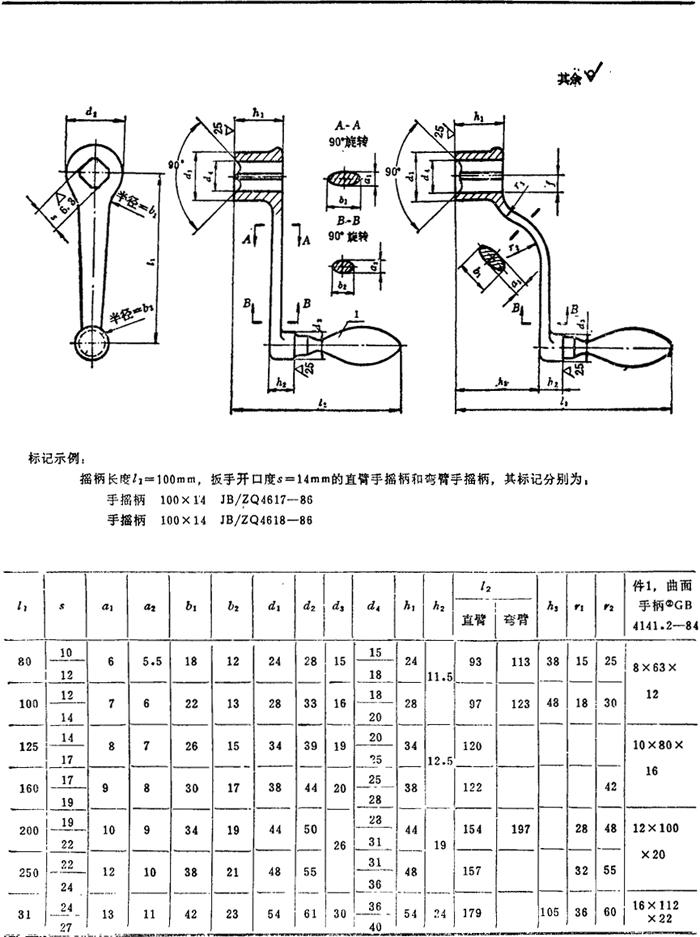
注:① 材料:Q235。
② GB4141.2-84见表4.22-2。
表4.22-12 定位手柄(摘自JB1344-73) mm
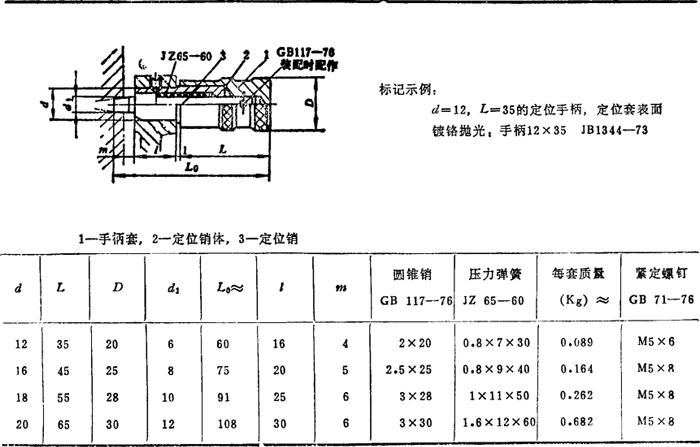
注:① 手柄套材料为35钢;定位销体为35钢,表面发兰(发黑)处理;定位销为45钢,表面发兰(发黑)处理。
② 定位销d1的公差带为h9,其前端锥体的锥度为1:5,与前端面相交处倒圆,圆角半径,=1mm。
③ 手柄套表面为镀铬抛光或喷砂镀铬。
表4.22-13 手柄球(摘自GB4141.11-84) mm
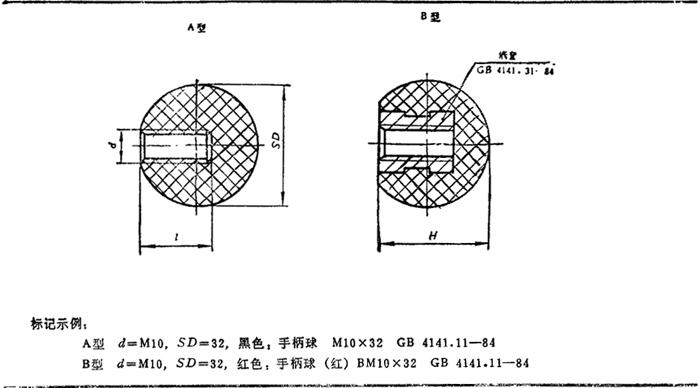
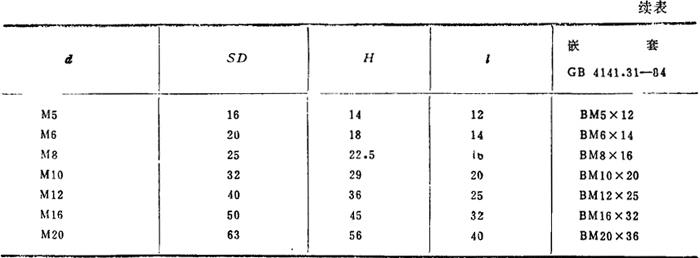
注:材料:塑料。
表4.22-14 手柄套(摘自GB4141.12-84) mm
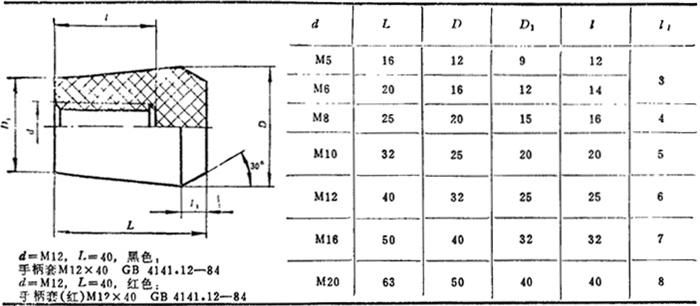
注:材料:塑料.
表4.22-15 椭圆手柄套(摘自GB4141.13-84) mm
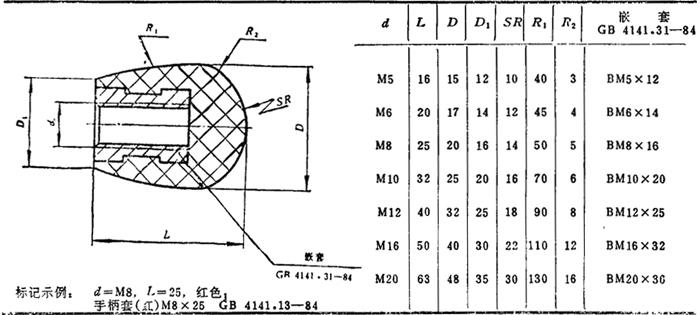
注:材料;塑料。
表4.22-16 长手柄套(摘自GB4141.14-84) mm
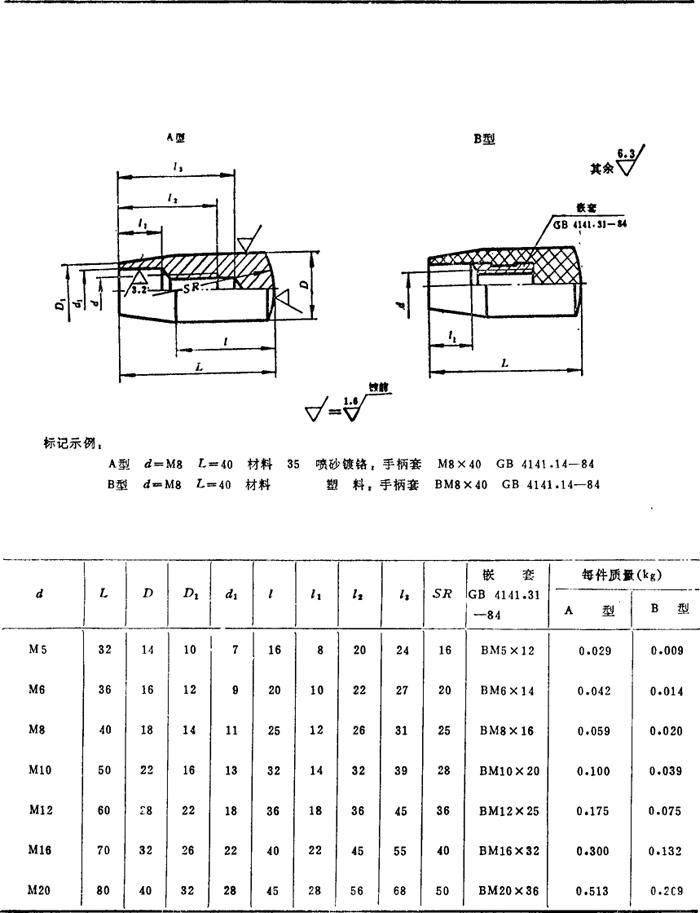
注:① 材料:35;Q235,塑料.
② 表面处理;钢件喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
表4.22-17 手柄杆(摘自GB4141.15—84) mm
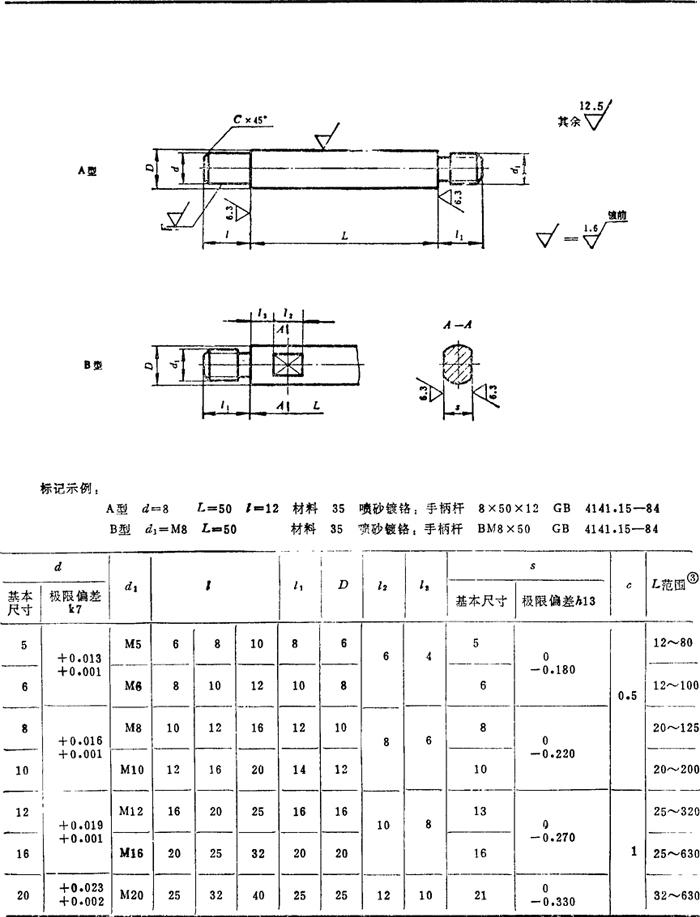
注:① 材料:35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)或氧化处理(H·Y)。
③ L的系列值:12,16,20,25,32,40,50,63,80,100,125,160,200,250,320,400,500,630。
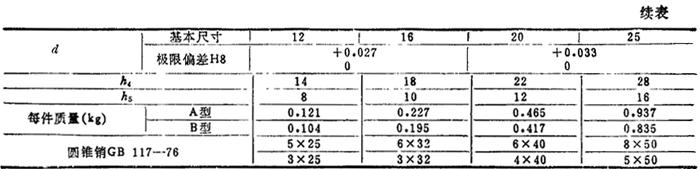
表4.22-18 手柄座(摘自GB4141.16·—84) mm
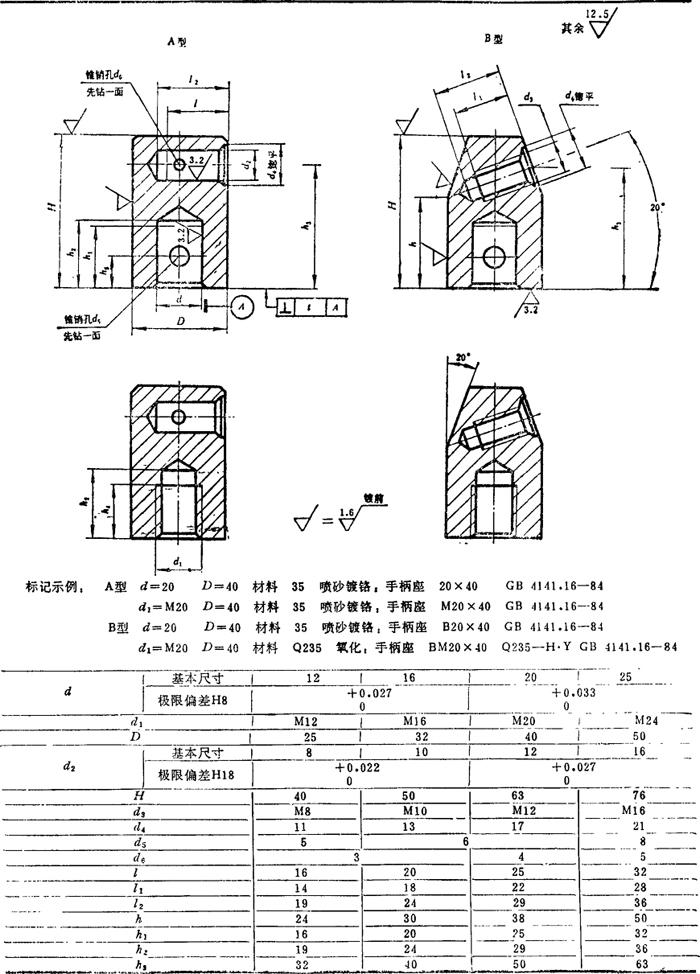
注:① 材料:35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr);氧化(H·Y)。
③ 手柄座下平面垂直度公差t;D=25mm时,t=0.12mm;D=32~40mm时,t=0.15mm;D=50mm时,t=0.20mm。
表4.22-19 锁紧手柄座(摘自GB4141.17-84) mm
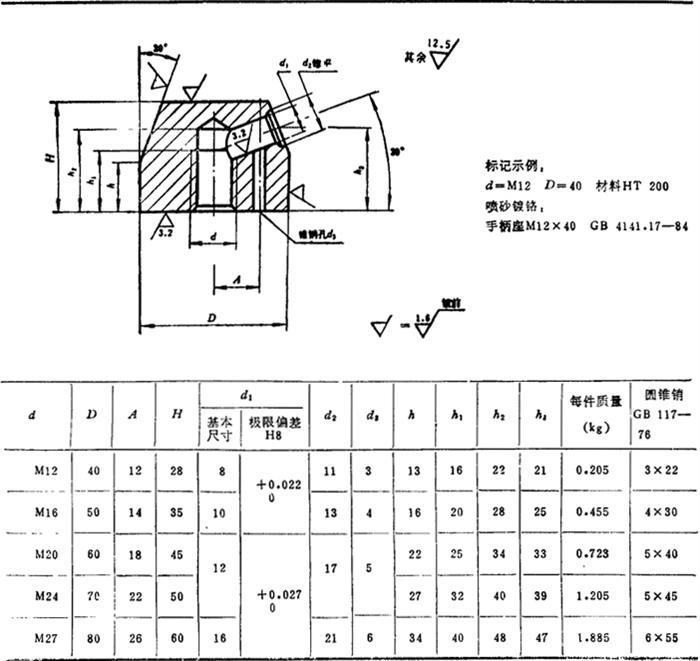
注:① 材料:HT200;35;Q235.
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光( );氧化(H·Y)。
);氧化(H·Y)。
表4.22-20 圆盘手柄座(摘自GB4141.18—84) mm
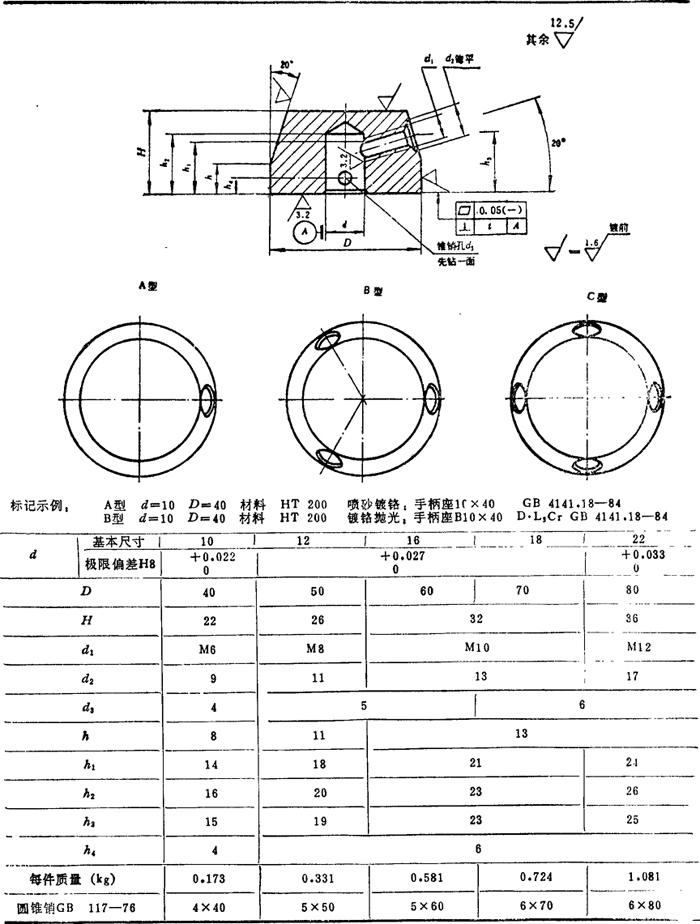
注:① 材料:HT200;35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr),氧化(H·Y)。
③ 手柄座下平面垂直度公差t:D=40mm,t=0.15mm;D=50~60mm,t=0.20mm;D=70~80mm,t=0.25mm。
表4.22-21 定位手柄座(摘自GB4141.19—84) mm
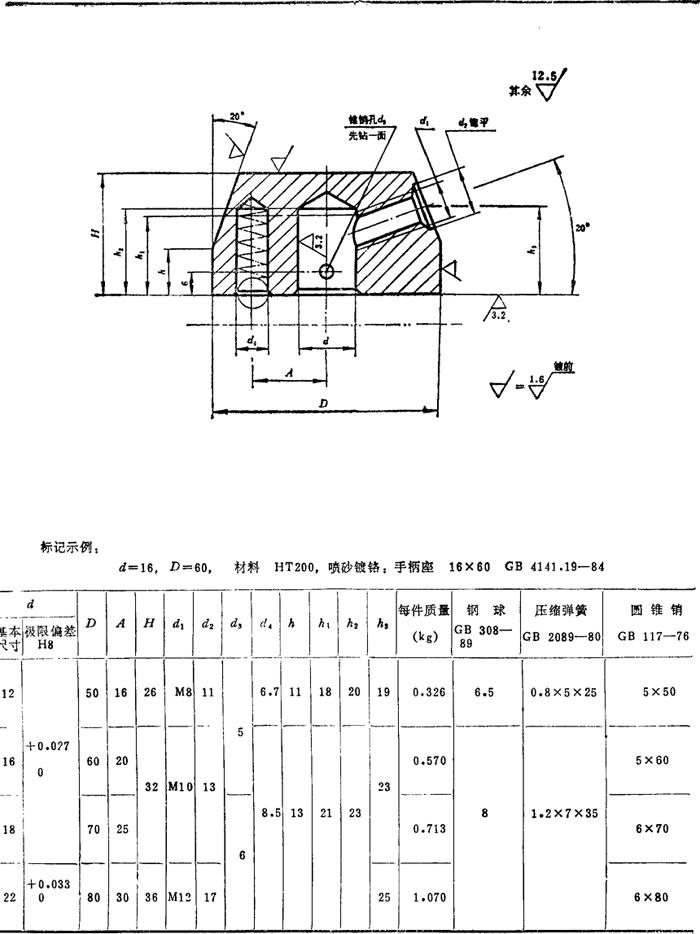
注:① 材料:HT200;35;Q235。
② 表面处理:喷砂镀铬(Ps/D·Cr);镀铬抛光(D·L3Cr);氧化(H·Y):
表4.22-22 小波纹手轮(摘自GB4141.20-84) mm
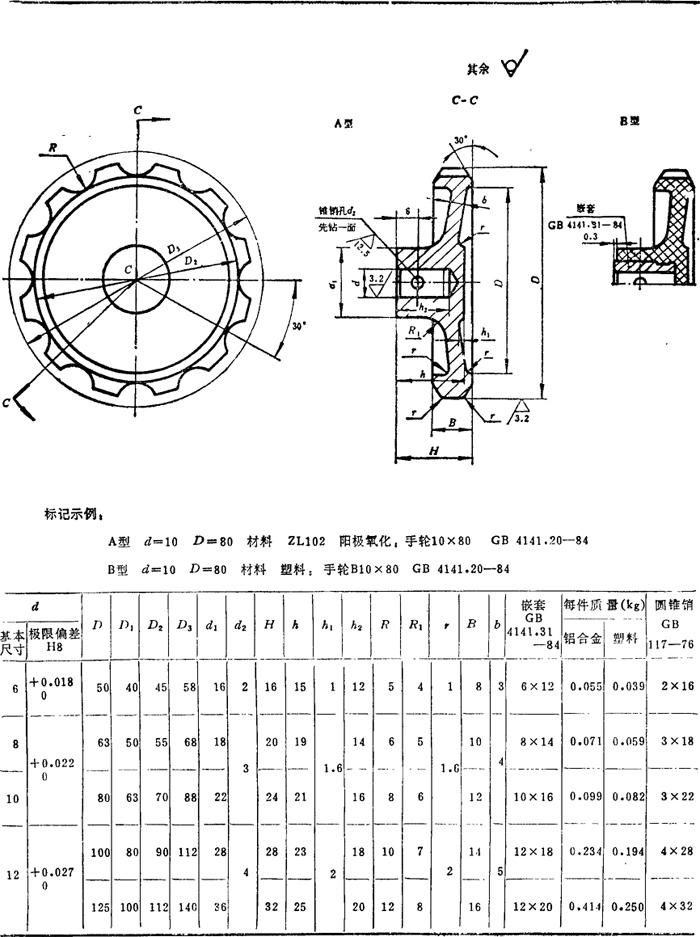
注:① 材料;ZL102;塑料。
② 表面处理:ZL102为阳极氧化(D·Y)。
表4.22-23 小手轮(摘自GB4141.21-84) mm
注:材料:塑料。
表4.22-24 手轮(摘自GB4141.22—84) mm

注:① 材料:HT200。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
③ 轮缘外径D的跳动公差t1及端面跳动公差t2:D≤160mm时,t1=0.20mm,t2=0.40mm,D=200~320mm时,t1=0.30mm,t2=0.50mm。
④ 手轮分型面错位不大于0.5mm。
表4.22-25 波纹手轮(摘自GB4141.23-84) mm
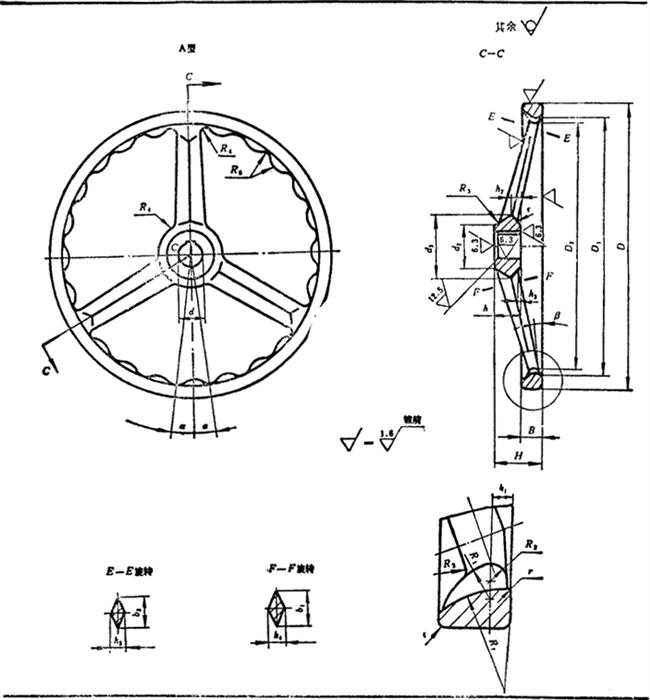
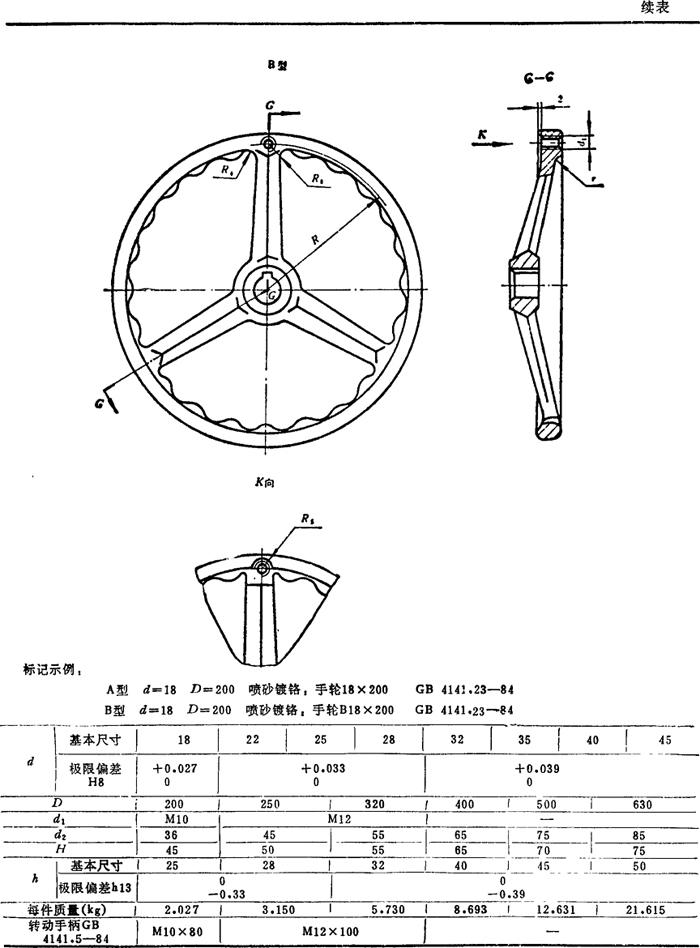
注:① 材料;HT200。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
③ 本表所列为波纹手轮的主要尺寸,其余尺寸查GB4141.23-84。
表4.22-26 圆轮缘手轮(摘自GB4141.24—84) mm

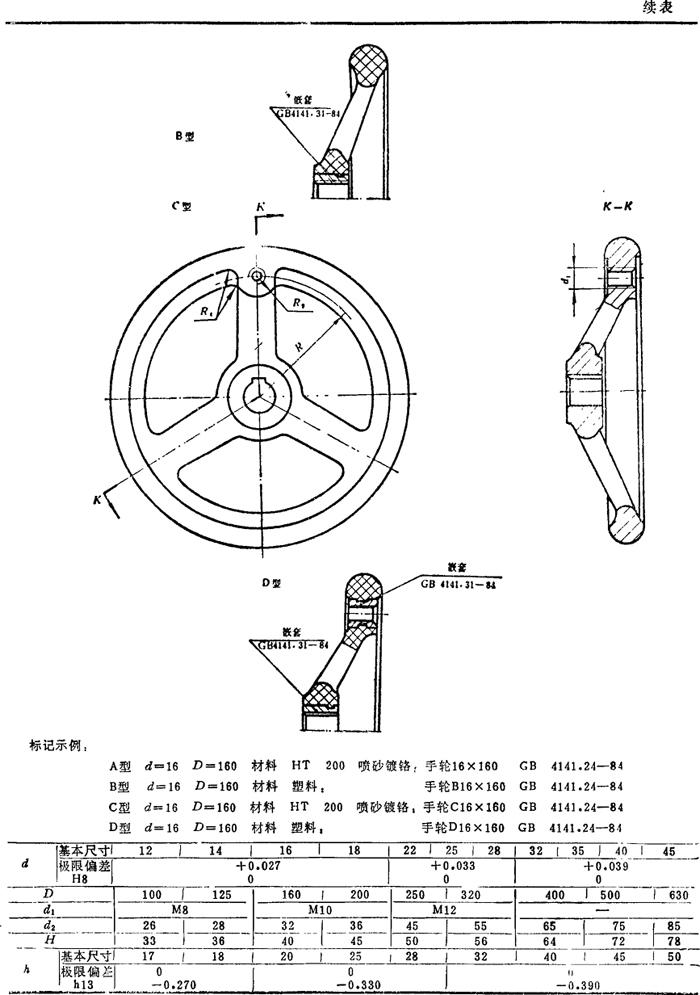
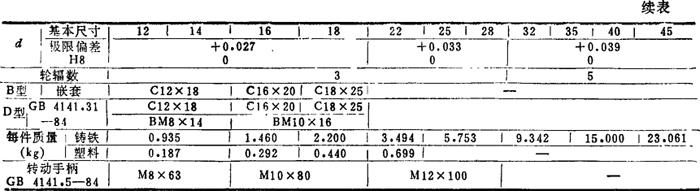
注:① 材料:HT200;塑料。
② 表面处理:HT200为喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
③ 本表所列为圆轮缘手轮的主要尺寸,其余尺寸见GB4141.24-84。
表4.22-27 波纹圆轮缘手轮(摘自GB4141.25-84) mm
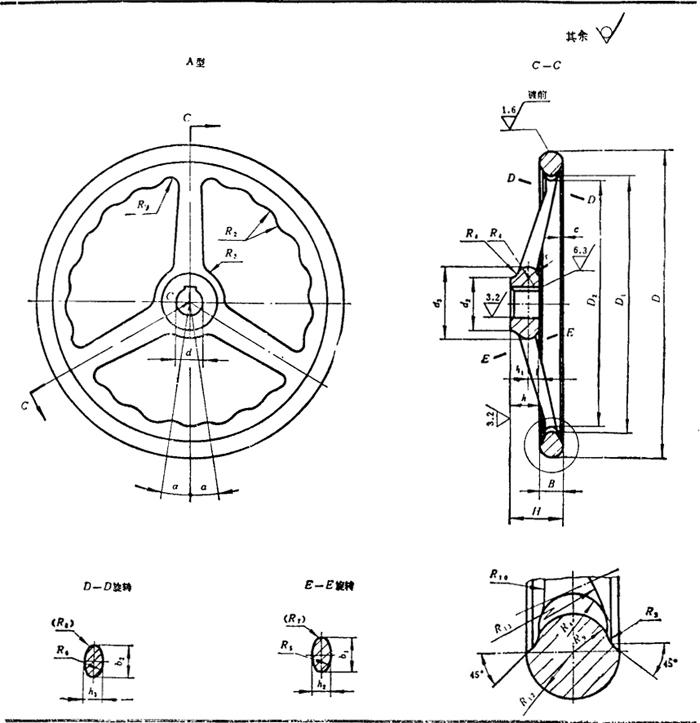
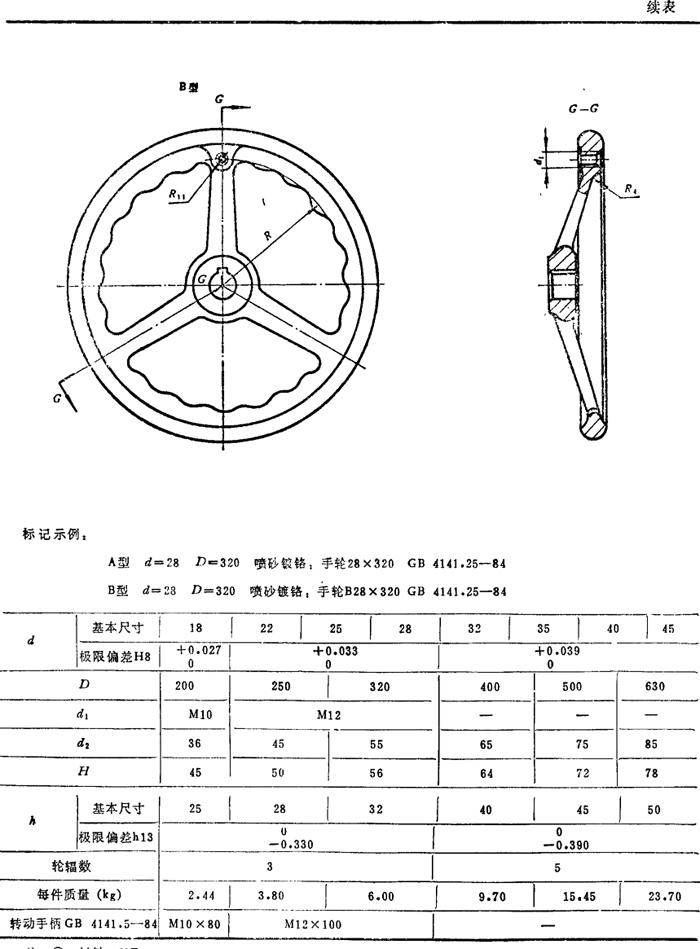
注:① 材料:HT200。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。
③ 本表所列为波纹圆轮缘手轮的主要尺寸,其余尺寸见GB4141.25-84。
表4.22-28 把手(摘自GB4141.26-84) mm
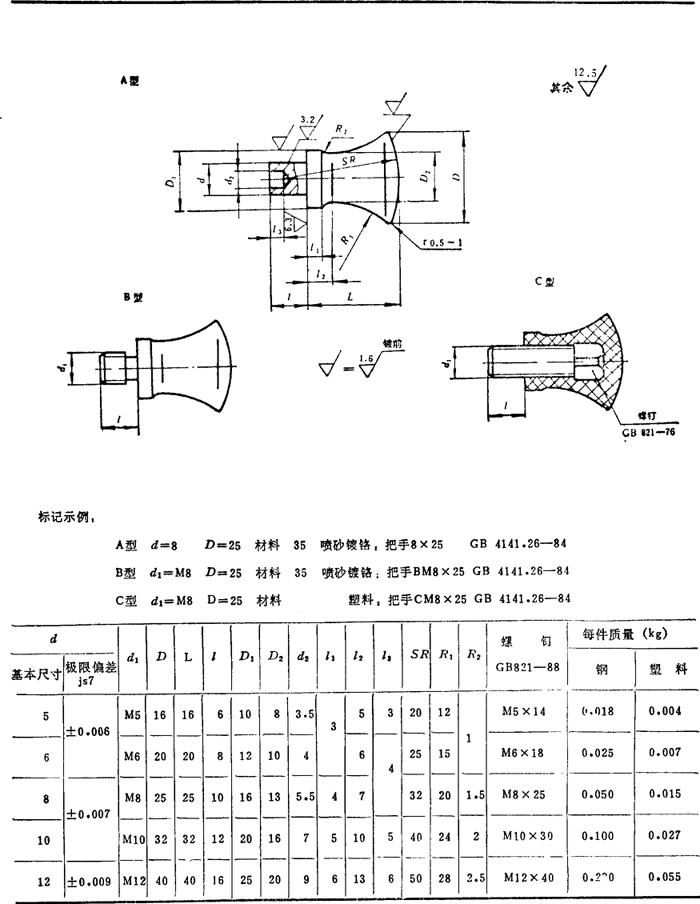
注:① 材料;35;塑料。
② 表面处理:钢件喷砂镀铬(PS/D·Cr)镀铬抛光(D·L3Cr);氧化(H·Y)。
表4.22-29 压花把手(摘自GB4141.27-84) mm
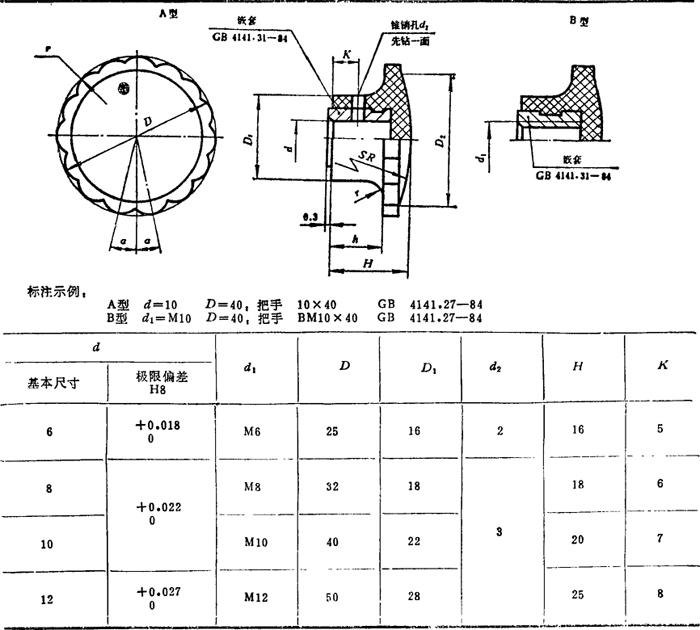
注:材料:塑料。表中仅列出主要尺寸,其余尺寸见GB4141.27-84。
表4.22-30 十字把手(摘自GB4141.28-84) mm
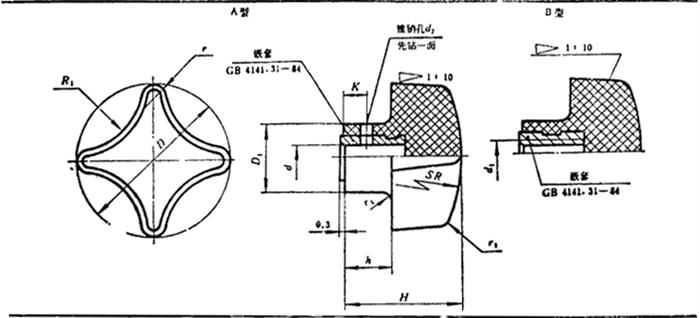
注:材料:塑料。表中仅列出主要尺寸,其余尺寸见GB4141.28-84。
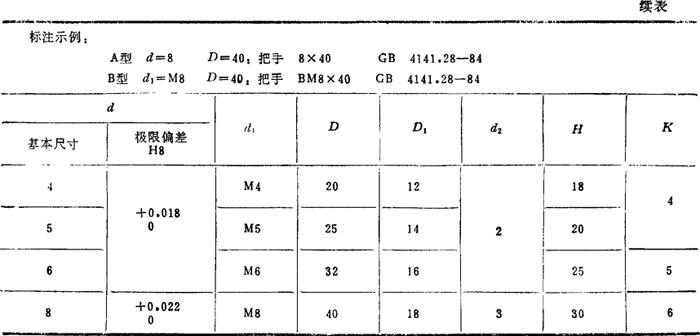
表4.22-31 星形把手(摘自GB4141.29-84) mm
注:材料;塑料。表中只列出主要尺寸,其余尺寸见G84141.29-84。
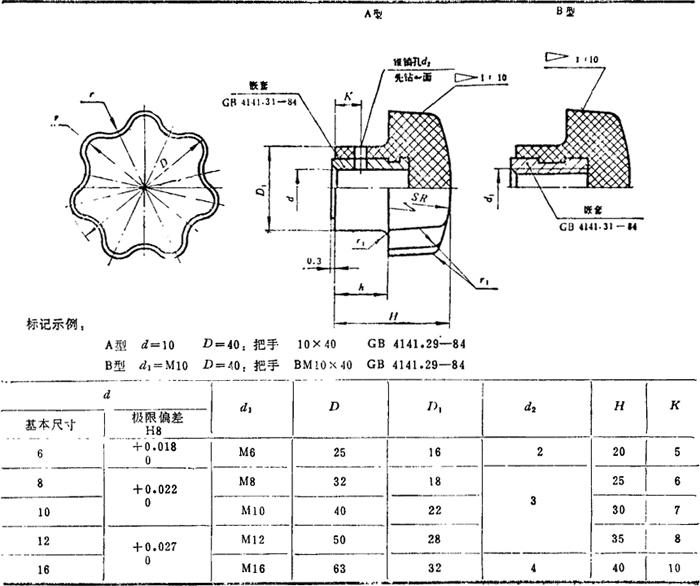
表4.22-32 定位把手(摘自GB4141.30-84) mm
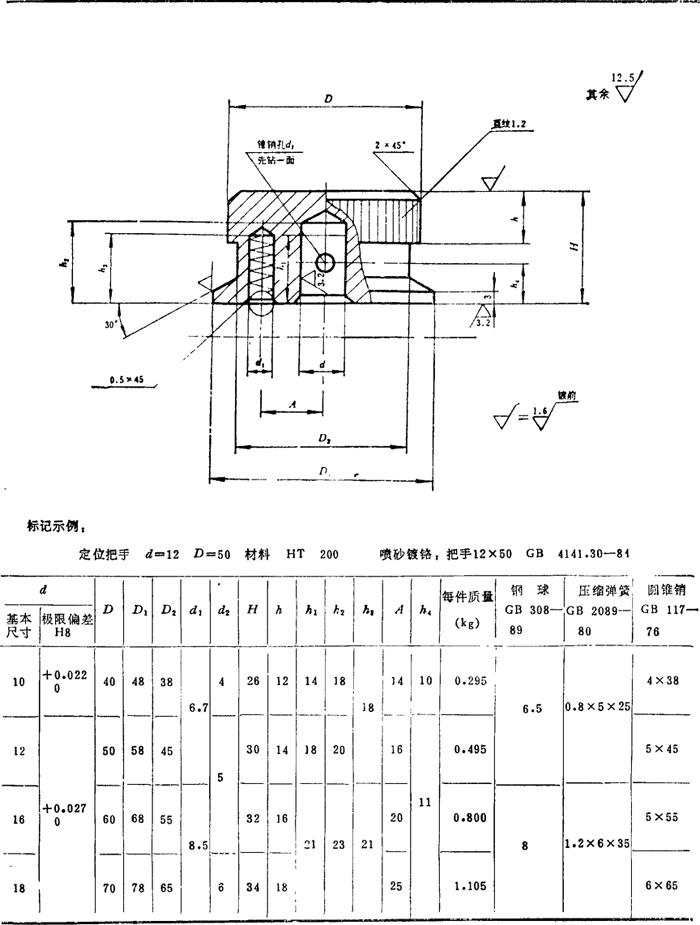
注:① 材料,HT200;35;Q235。
② 表面处理:喷砂镀铬(PS/D·Cr);镀铬抛光(D·L3Cr)。