产品质量控制图
书籍:统计辞典
出处:按学科分类—社会科学总论 上海人民出版社《统计辞典》第269页(700字)
亦称“统计控制图”。
工业产品质量检查中常用的统计图形。它是以横坐标为样本的取样日期或样本号码,纵坐标为所研究的现象其质量特征的变动数值。
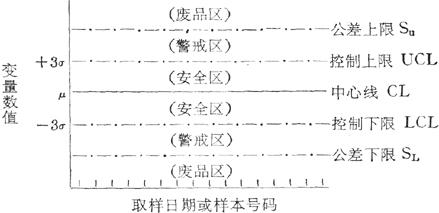
图内由五条线组成,中间一条线为中心线(英文central limit缩写为CL),一般是取变量数值的平均数;上下两条线分别为控制上限(英文upper control limit缩写为UCL)和控制下限(英文lower control limit缩写为LCL),是衡量生产过程(或工序)是否处于稳定状态的界限。在正态分布下,把控制界限规定在距离平均数μ(中心线)两侧三个标准差的地方,即μ±3σ,这些数值是根据变量的数值计算出来的。再上下两条线分别为公差上限(英文upper specification limit缩写为Sn或Tn)和公差下限(英文lower specification 1imit缩写为SL或TL)。公差界限是根据产品设计要求事先规定的技术界限。其图形如下:
在控制图中,公差上限和公差下限一般不需画出,其原因是一方面只要有控制上限和控制下限;另方面公差上限和公差下限是对单个度量值而言的,而控制图除单值图外,一般都是取样本容量的平均数计算的。
根据样本资料绘制中心线和控制上限、控制下限后,只要把数据分别用点子绘在图上,然后将点连成线,对点子的分布进行观察,确定生产过程(或工序)是否处于控制状态。
若点子超出控制界限之外,可判断生产过程发生了异常情况,应及时查明原因,提出改进措施,以保证产品质量。