可锻铸铁管路连接件
出处:按学科分类—工业技术 中国建材工业出版社《新编常用建筑材料简明手册》第314页(2710字)
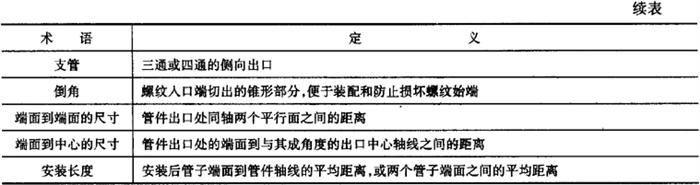
1.术语(表7-52)
表7-52 可锻铸铁管路连接件的相关术语

2.产品分类
(1)按表面状态分
1)黑品管件,符号Fe;
2)热镀锌管件,符号Zn。
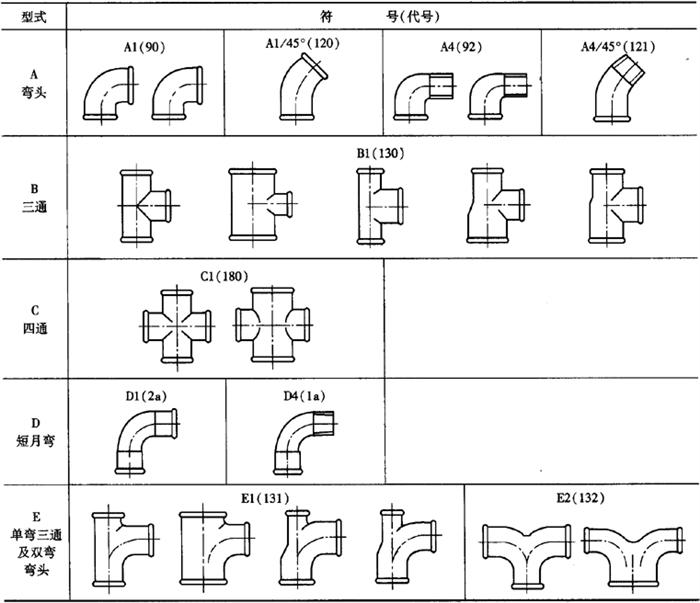
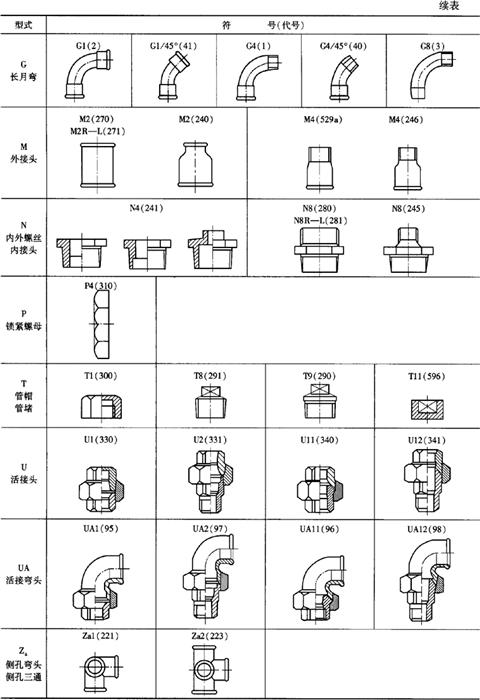
(2)按结构型式分
管件型式和符号在表7-53中给出,这些符号与管路识别有关,可以用于标记。
表7-53 可锻铸铁管路连接件按结构型式分类
3.技术要求
(1)管件材料
1)管件应使用符合《可锻铸铁件》(GB/T9440)的可锻铸铁材料,所用材料根据设计者的要求按下列牌号选取。
①KTB400-05或KTB350-04用于白心可锻铸铁;
②KTH350-10或KTH300-06用于黑心可锻铸铁。
2)使用机械性能不低于1)规定的其他黑色金属时,允许用于规格不大于3/8的直型管件,但不包括活接头在内。
(2)热镀锌层
管件要求镀锌保护层时,应采用热镀锌工艺,并符合下列要求。
注:黑色金属材料的管件选择的镀锌层可与订货方协定。
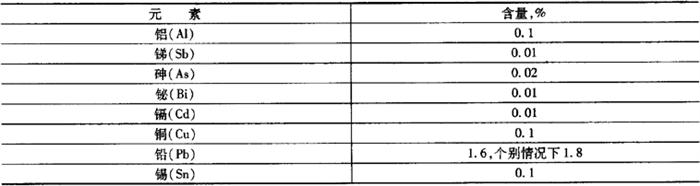
1)在形成的锌层中,微量元素的百分比含量不允许超出表7-54规定的最大值。
表7-54 锌层微量元素的百分比含量
2)镀锌层相关表面锌的质量不小于500g/m2,以五件管件锌的质量作平均值,相当于平均覆盖厚度为70μm,个别样件不小于450g/m2(63μm)。
锌层平均覆盖厚度 可用近似下式进行计算。
可用近似下式进行计算。

式中  ——锌层平均覆盖厚度,μm;
——锌层平均覆盖厚度,μm;
mA——单位面积的锌层质量,g/m2。
3)镀锌管件表面镀层应均匀连续,内表面锌层应无锌疤、毛刺和非金属附着物。
(3)管件表面的防锈处理
管件的表面应作防锈处理,防锈材料不应带有多环芳香族的碳氢化合物。
(4)尺寸与公差
1)管件的主要尺寸见《可锻铸铁管路连接件》(GB 3287)。未规定尺寸,由制造方自行决定。在没有规定最大或最小尺寸时,管件从端面到端面,端面到中心的尺寸偏差见表7-55。
注:活接头端面到端面和端面到中心的尺寸,由于管件公差和设计的综合影响,最后的装配结果可能不符合所给公差。
表7-55 可锻铸铁管路连接件的基本尺寸公差mm

2)平均配合长度见表7-56。
表7-56 可锻铸铁管路连接件的平均配合长度

3)扳手平面对边宽度尺寸取决于管件的设计,由制造方确定。
①管堵的平面应是方形的,其他小于或等于3/4管件的平面应是六边形的,大于3/4的管件的平面可以是六边形或八边形。活接头零件的平面(除连接螺母外)可以是六边、八边或十边形的。
②扳手平面的最小厚度(见表7-57)在其转角处测量。对锁紧螺母任何形式的倒角均不应使扳手平面的厚度小于表7-57给出的尺寸。
表7-57 扳手平面最小厚度

(5)螺纹轴线夹角的极限偏差
管件螺纹的轴线应是精确的,测定角度的偏差不超过±0.5°。
(6)倒角
管件螺纹端面必须倒角,内螺纹最小夹角为90°,端面倒角直径应大于螺纹的大径。外螺纹最小夹角为60°,端面倒角的直径应小于端面螺纹的小径。
(7)性能要求
1)所有管件应符合表7-58中给出的最大允许的工作压力和温度范围。温度为120℃与300℃之间的压力值用线性插入法确定(见图7-7)。管件正常使用的温度不低于-20℃。对温度低于-20℃的特殊使用情况,订货方应在订货协议中明确提出。
表7-58 可锻铸铁管路连接件的压力/温度比值

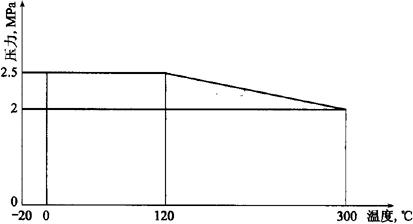
图7-7 可锻铸铁管路连接件的压力/温度比值
2)承受压力的管件包括活接头的组成部件应能承受表7-59所给定的试验压力,各种规格的管件应按表7-59进行试验。
表7-59 可锻铸铁管路连接件的设计试验压力

在某温度下,如果压力大于1.5倍最大允许工作压力,即使压力低于表7-59给定值时,发生泄漏也是允许的。