切刀形状及尺寸
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第326页(994字)
切刀形式如图4-27所示,切刀刃尖做成宽度为b并呈30°的尖劈,尖劈后面做成带一定形状的曲线。目前生产中采用的切刀曲线多为圆弧形,这不仅易于磨削加工,而且也能较好地满足冲切要求。实践证明,双圆弧切刀要比单圆弧的好,这是由于双圆弧切刀冲切时,管料上部约1/4的废料先被切断并掉入管内,因此有利于后续的冲切工作。下面分别介绍单、双圆弧切刀尺寸参数的确定方法。
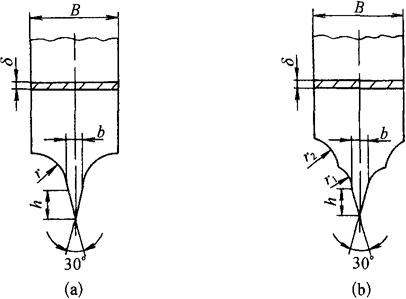
图4-27 切刀形式
(a)单圆弧切刀;(b)双圆弧切刀
1.单圆弧切刀
为减少冲切过程中管壁的压扁、畸变现象,应使切刀的圆弧半径r≥4R。当然,圆弧半径r也不能无限制地增大,因为r过大时,切刀刀刃形状细而长,不仅强度不足易折断,而且要求压力机的行程大。因此,只要满足r=4R这个必要条件即可。
单圆弧切刀尺寸参数列入表4-27,供设计时参考。
表4-27 单圆弧切刀尺寸参数 (mm)

2.双圆弧切刀
双圆弧切刀曲线可用作图法求出,如图4-28所示。首先按选定的比例绘出管料的横截面图,在管料中线上任一点作法线,又过该点作另一线与法线的交角为θ。取若干点(点越多越精确)作这样的线,这些线的包络线便是刀刃的理论曲线形状。θ越大切屑越向内形成,但作出的刀刃形状宽而短,强度好;θ越小甚至是负值(β值)则切屑向外形成,此时刀刃形状细而长,但强度差易折断。按该法求出刀刃的理论包络曲线后,分别选用r1和r2圆弧半径光滑连接包络线,即得双圆弧切刀的形状,r1和r2分别是双圆弧半径。双圆弧切刀的其他尺寸参数,如刀刃尖劈宽度、顶角及切刀厚度和宽度,则可按表4-27确定。

图4-28 双圆弧切刀曲线作图
冲切法适用于薄壁管。采用该法切断管材时,管壁易被压扁,而使管料切断面的圆度降低。管壁被压扁的程度与切刀刀刃顶角有关。生产中常用的刀刃顶角为30°。