气焊
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第484页(2072字)
进行气焊时连接部位被高温气体火焰加热到熔化状态(图7-9)。用气体焰加热时被焊件1的边缘熔化,焊件之间的间隙由填充焊丝2填充。气体火焰是可燃气体在工业纯氧气中燃烧时得到的。
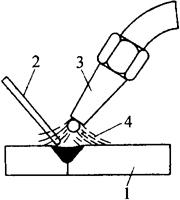
图7-9 气焊示意图
1-焊件;2-填充焊丝;3-喷嘴;4-熔池
气焊使用的氧气是用压力为15MPa的钢瓶向用户供应的。
乙炔发生器有不同的形式和尺寸。它们按水与电石的作用方式、放出乙炔的压力,以及生产率来区分。滴水式乙炔发生器的结构最简单,水定期地滴到散装在开口吊筐里的碳化钙上(图7-10)。吊筐放在水平位置的圆柱形密封罐内。
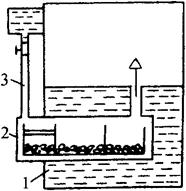
图7-10 滴水式乙炔发生器示意图
1-装载用的吊筐;2-罐;3-往罐中送水的管子
乙炔气从乙炔发生器向焊炬输送的通道中装有安全水封,它的作用是防止回火时氧-乙炔火焰倒流回乙炔发生器。当供气速度下降,低于燃烧速度时会产生回火现象。实际上回火常发生在焊炬过热、焊嘴堵塞或喷嘴中心孔堵塞的时候。
气焊炬用来产生气焊火焰。使用最广的是射吸式焊炬,因为它比较安全,而且是在低压和中压下工作(图7-11)。在射吸式焊炬中氧气以0.1~0.4MPa压力经过调节阀6和小管7进入喷嘴5。氧气以很大的速度从喷嘴5细窄的孔道中喷出,在工作室4处造成很大的负压,将经过阀门8进入乙炔通道9的可燃气体吸入到混合室3中,二者在这里混合成可燃混合气。而后,可燃混合气沿喷管2进入焊嘴1,在焊嘴的出口处燃烧形成焊接火焰。
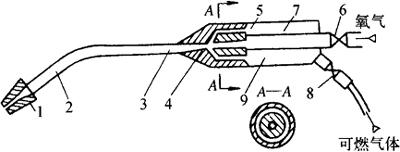
图7-11 射吸式气焊炬
乙炔-氧火焰由三个区组成(图7-12):焰芯1、内焰2(焊接用)和外焰3(l为长度)。图中给出了气焊火焰的组成情况和温度沿火焰轴线的分布状况。在1区,从焊嘴喷出的混合气体逐渐被加热到燃点;在2区,乙炔依靠氧进行第一阶段燃烧;乙炔靠大气中氧进行燃烧。
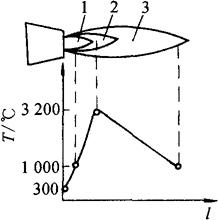
图7-12 火焰的构形与温度分布
1-焰芯;2-内焰;3-外焰
对钢材进行气焊时,根据被焊钢材的化学成分来选择填充焊丝。对铸铁进行气焊时,采用专门浇铸的铸铁棒作为“焊丝”;堆焊耐磨层时采用硬质合金棒作为“焊丝”。对有色金属和某些特殊的合金进行气焊时,要采用焊剂。焊接铜及其合金时采用酸性焊剂(硼砂、带硼酸的硼砂);焊接铝合金时采用锂、钾、钠、钙的氟盐和氯盐为主要成分的无氧焊剂。焊剂的作用是溶解氧化物并形成容易从焊接熔池表面浮出的焊渣。焊剂中可加进使熔敷金属脱氧和合金化的各种元素。
气焊时焊件的加热比电焊时平缓,这就决定了它的主要应用范围:焊接小厚度(0.2~3mm)金属焊件;焊接易熔有色金属及合金;焊接要求缓慢加热和冷却的金属和合金,如工具钢、铸铁、黄铜;用于钎焊和堆焊;用于修补铸铁和青铜铸件上的缺陷,即补焊。被焊焊件的厚度增加时,气焊的生产率急剧下降。此时由于加热缓慢,被焊焊件的变形将明显加剧,这就限制了气焊的应用。
气焊操作要领:
(1)点火、调节火焰及灭火
点火时先微开氧气阀门,然后开大乙炔阀门,点燃火焰,这时火焰为碳化焰,可看到轮廓分明的三层。接着开大氧气阀门,火焰开始变短,淡白色的中间层逐步向白亮的焰心靠拢,当调到两层刚好重合在一起,整个火焰只剩下中间白亮的焰心和外面一层较暗淡的外焰时,即获得了所要求的中性焰。灭火时应先关乙炔阀门,后关氧气阀门。
(2)平焊操作技术
气焊一般用右手握焊炬,左手握焊丝,两手互相配合,沿焊缝向左或向右焊接。
焊炬、焊丝与焊缝之间的正确相对关系如图7-13所示。焊炬与焊缝间的夹角α愈大,热量就愈集中。正常焊接时α角一般保持在30°~50°左右,操作时还应保持明亮的焰心距熔池液面约2~4mm为宜。

图7-13 焊炬角度
焊接开始,应保持较大的α角使工件熔化形成熔池,然后将焊条有节奏地点入熔池使之熔化,并使焊炬沿焊缝向前移动,始终保持熔池一定大小。应避免将火焰指向焊丝,使焊丝熔化过快而滴在熔化不足的焊道上,形成熔合不好连接不牢的焊缝。