螺钉连接形式
书籍:铆工实用技术手册
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第488页(680字)
普通螺钉形式包括:机器螺钉、止动螺钉、自攻螺钉、自锁螺钉(用尼龙扣或片压入相配的螺纹中防止松动),预装配螺钉(带有锁紧垫圈,它能旋转,但不能脱开),特殊钉头螺钉。
自攻螺钉有两种类型,即成形螺纹螺钉和切削螺纹螺钉。图7-15为成形螺纹螺钉,它使螺钉附近的材料位移和变形从而产生紧密的连接。在螺钉挤成螺纹的同时,金属与金属间就形成最大的接触。图中A型用于薄板零件。B型用于薄板与厚板金属零件。BP型同B型,但常可用于偏心的孔。C型螺纹与标准细牙机器螺钉相同,用于较薄材料。U型用于永久型连接,不推荐用于拆卸处。图7-16为切削螺纹螺钉。在每一螺钉中,前端的螺纹切削刃用于装配时切削相配的螺纹。一般来说,这些螺钉适合用于铝、锌、铅的压铸件、胶合板、石棉及其他合成材料。
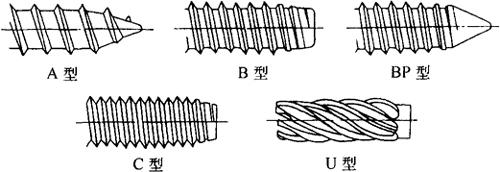
图7-15 成形螺纹攻丝螺钉
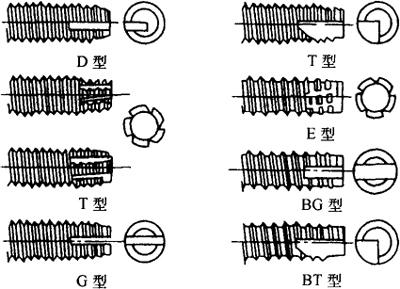
图7-16 切削螺纹攻丝螺钉
拧入自攻螺钉的位置应便于提供良好的攻螺纹动作和紧固力。理想的拧紧转矩为拆卸转矩的2/3和3/4之间。自攻螺钉几乎适应于一切材料,包括钢、铸铁、铝、锌、黄铜、塑料、玻璃纤维制品、石棉以及树脂浸渍的胶合板。图7-17为自攻螺钉连接过程,淬硬的螺钉尾部有碾压出的钻尖,能保证得到正确尺寸的定位孔,从而省去一道工序。
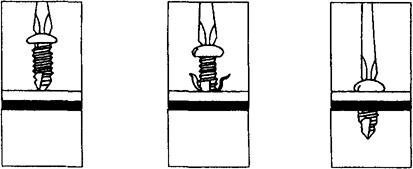
图7-17 自钻孔攻丝螺钉
上一篇:材料的可焊性
下一篇:铆工实用技术手册目录