接头设计
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第495页(1675字)
粘接接头应该设计成使粘接面在它的最大强度方向上承受应力。当然,最大强度是粘接面积的函数。图7-19示出了几种搭接和对接接头。图(a)单面搭接特点适合于小截面材料的粘接。弯边搭接有助于把应力降至最小;图(b)双面搭接有很好的抗弯曲性能。斜削搭接有助于应力均匀分布;图(c)单面搭接板连接是经常采用的,但是要求接头的一侧必须是平的。双面搭板连接强度高,但要求接头的两侧都必须是平的;图(d)对接接头不适于传递应力,因为粘接面积相当小,楔面斜接接头强度高;图(e)这两种接头形式被认为是不合适的,这不仅是从费用观点来看,还由于两母材的横截面面积都被削弱;图(f)双面搭板连接使应力分布均匀,且强度高,但是需专门机械加工,费用太贵。
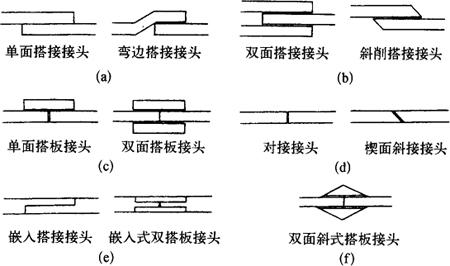
图7-19 粘接接头形式
为了形成应力分布比较均匀的搭接接头,实用的办法是:
①在给定载荷下,加强粘接件的刚度来减小接头的弯曲;
②在给定的载荷下,通过减薄粘接件的厚度,特别是靠近接头端部处的厚度,使接头更容易产生弯曲;
③增加粘结剂的韧性;
④减少搭接长度。
角接接头或交叉接头都应遵守增加粘接面积这一原则,如图7-20所示角接接头图(a)在1的方向受力时接头强度高,但是在2的方向受力时发生劈裂。角接接头图(b)仅适合于低应力的情况,用图(c)所示的补强方法会得到相当高的强度。如果两块板必须呈直角相连,推荐的接头设计,见图(d)和图(e)。示于图7-21的角接头和T形接头,采用斜面加强板时,需要进行成本分析,以确定改善的接头性能在经济上是否合理。要求机械加工开槽的或要求复杂角配件的接头在钣金设计中是没有什么价值的。
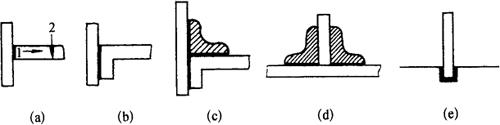
图7-20 角接接头
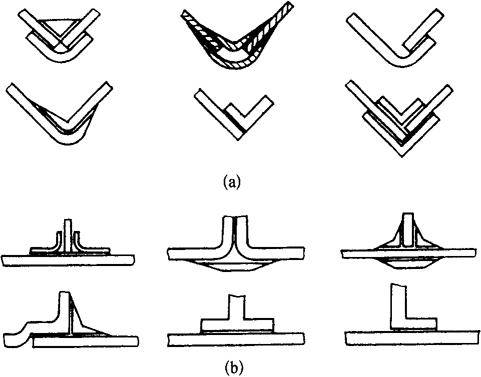
图7-21 粘接的角接接头和T形接头的设计
(a)角接接头;(b)T形接头
在挤压、铸造或机械加工的构件上采用粘接有好处。如图7-22所示,榫接头不仅能使承载界面与剪应力平面一致而且还有很好的弯曲抗力。棱斜榫槽接头其形状能使匹配的零件自动对准并能控制接头长度和接合面的厚度。对于承受大压力的组件,这是很好的接头设计。
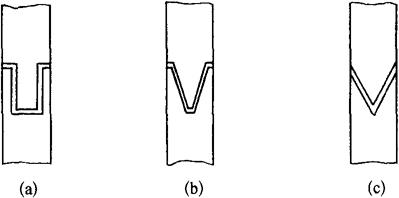
图7-22 机加工或挤压型材的粘接对接接头设计
(a)榫槽;(b)棱斜榫槽;(c)斜接
粘接对管接头也很有用,有些接头设计示于图7-23。当组装图(a)和图(b)两种接头时,黏结剂可能从接头挤出。接头图(c)可部分地解决这个问题。组装时在拐角处的黏结剂通过正向压力充填作用被压入接头。带斜面的管接头图(d)、图(e)和图(f)在组装时将黏结剂产生正向压力使之完全充满间隙,但这些接头的制造成本高。图(g)是一种套管接头,可以通过套管上的一个孔使黏结剂在正向压力下注入接头,用这种方法可得到完全充满的效果,且粘接的成本较为合理。
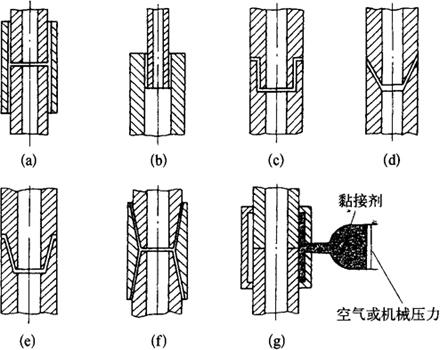
图7-23 粘接管接头的设计
粘接的组件面积在一种现代飞机的总面积中至少超过50%。其中包括截面为76mm×330mm、长度为10.36mm的斜面翼梁盖板以及大到1.32m×4.88m的面板等在内的400种主要组件。所有形成机身蒙皮的单曲率面板都采用粘接加强肋。采用粘接可以明显地减轻重量,因为高应力集中的区域可以局部地用夹层材料加强。广泛的试验已表明,粘接接头的疲劳寿命为普通铆接接头的20倍。