钢构件拼装扭曲
书籍:铆工实用技术手册
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第619页(524字)
构件拼装后全长扭曲超过允许值的主要原因是:
①节点角钢或钢管不吻合,缝隙过大。
②拼装工艺不合理。
具体防治措施如下:
①节点处型钢不吻合,应用氧乙炔火焰烘烤或用杠杆加压方法调节,达到标准后,再进行拼装。
拼装节点的附加型钢(也叫拼装连接型钢或型钢)与母材之间缝隙大于3mm时,应用夹紧器或卡口(图9-21)卡紧,点焊固定,再进行拼装,以免由于节点尺寸不符造成构件扭曲。
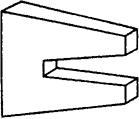
图9-21 钢卡口示意图
②拼装结构件一般应设在拼装工件后,如在现场拼装,则应放在较坚硬的场地上用水平仪抄平。拼装时结构件全长应拉通线,并在结构件有代表性的点上用水平尺找平,符合设计尺寸后电焊点固焊牢。刚性较差的结构件,翻身前要进行加固。结构件翻身后也应找平,否则结构件焊接后无法矫正。
上一篇:钢构件刚度差
下一篇:铆工实用技术手册目录