塑料制品的结构工艺性
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第192页(1736字)
塑料制品的结构工艺性直接影响制品本身的性能指标、成型工艺的实施和模具结构的复杂程度。因此,模具设计人员必须熟悉与设计模具有关的塑料制品结构工艺性方面的要求,以便在满足使用要求的前提下,考虑塑件在模具中成型的特点,充分发挥所用塑料在性能上的优势,达到简化塑件及模具结构、降低生产成本的目的。
塑料制品结构设计的主要内容如下:
1.壁厚(表2.2-24)及注射压力一定时的L/t(表2.2-25)
表2.2-24 常用塑料制品壁厚范围 (mm)
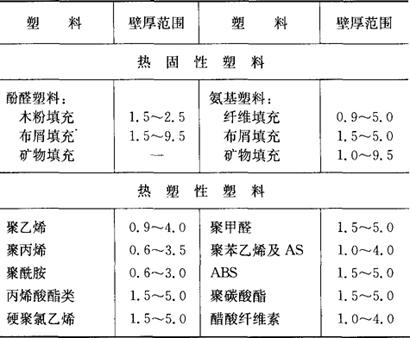
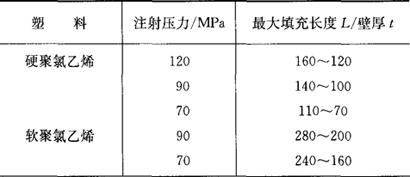
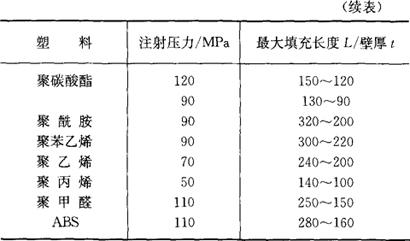
表2.2-25 注射压力一定时的L/t值
塑件壁厚的选择原则:
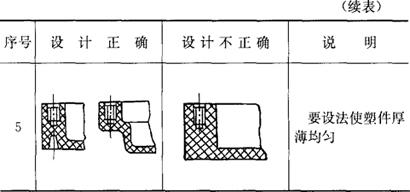
①从塑件结构考虑:塑件应有足够的强度和刚度;塑件壁厚应尽量均匀,不同壁厚或转角处比例不应相差太大(不超过1∶3),并且应尽量用圆弧过渡;嵌件部分的包容塑料不宜太小,以防开裂。
②从塑件成型考虑:壁厚应与塑料流动性和成型压力适应(表2.2-30);壁厚应适应塑件形状的需求。
③从脱模考虑:应能承受脱模力的作用。
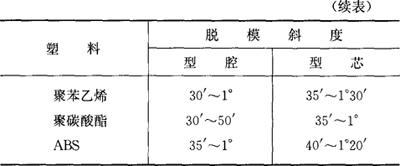
2.脱模斜度(表2.2-26)
表2.2-26 塑件脱模斜度
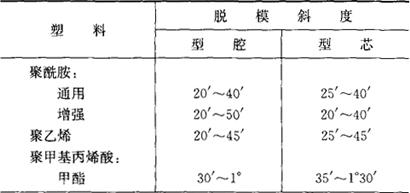
塑件脱模斜度的选择原则:
①在许可的情况下,斜度尽量取大。
②塑件内表面斜度>外表面斜度。
③形状复杂的塑件比形状简单的塑件的斜度大。
④厚壁塑件比薄壁的斜度大。
⑤热塑性塑料比热固性塑料的斜度大。
⑥硬塑料比软塑料的斜度大。
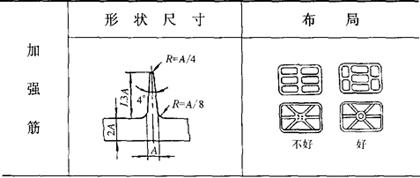
3.加强与防止变形的结构(表2.2-27)
表2.2-27 加强与防止变形的结构

4.孔(表2.2-28)及异型孔(表2.2-29)
表2.2-28 孔的设计要点

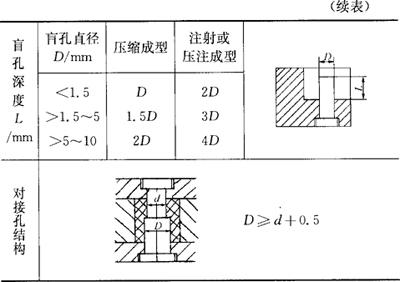
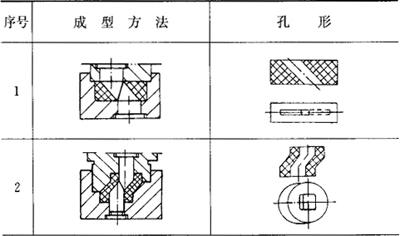
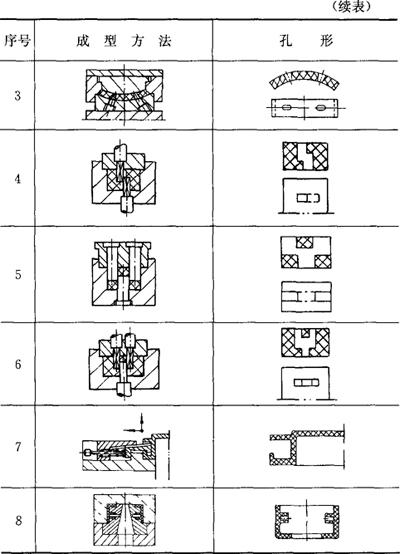
表2.2-29 异型孔的成型方法
5.螺纹(表2.2-30)
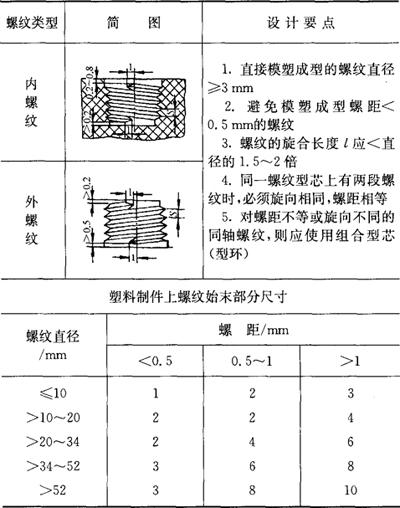
表2.2-30 螺纹设计要点
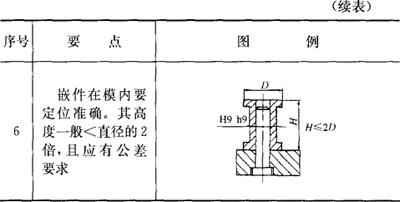
6.金属嵌件(表2.2-31)
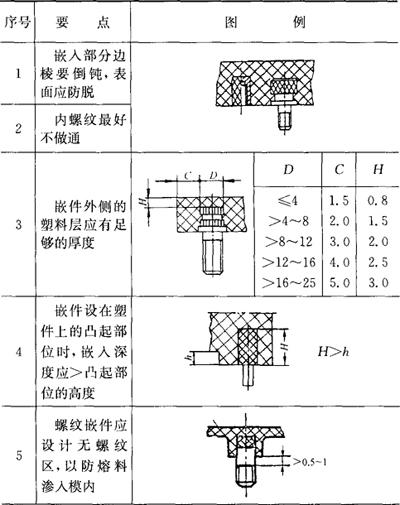
表2.2-31 嵌件设计要点
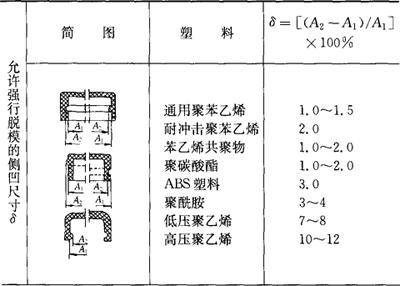
7.侧凸或侧凹(表2.2-32)
表2.2-32 侧凸或侧凹
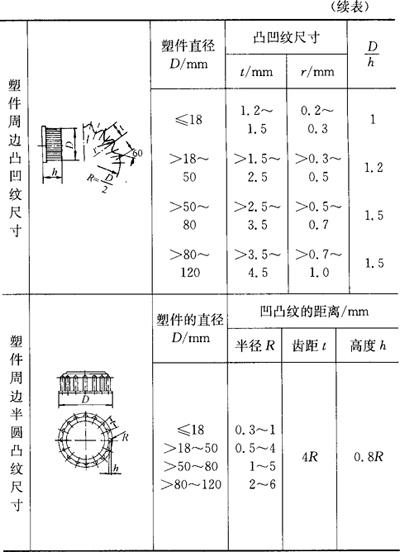
8.塑件结构设计示例(表2.2-33)
表2.2-33 塑件结构设计示例