型材的加工余量
书籍:模具工简明实用手册
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第422页(628字)
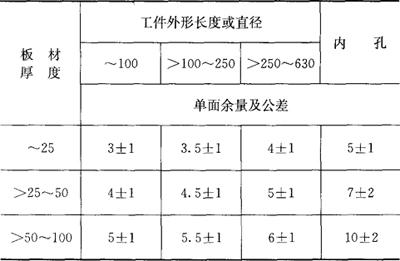
①气割板材毛坯机械加工余量(表7.1-1)。
表7.1-1 气割板材毛坯机械加工余量 (mm)
②热扎圆钢最小加工余量(表7.1-2)。
表7.1-2 热轧圆钢最小加工余量 (mm)
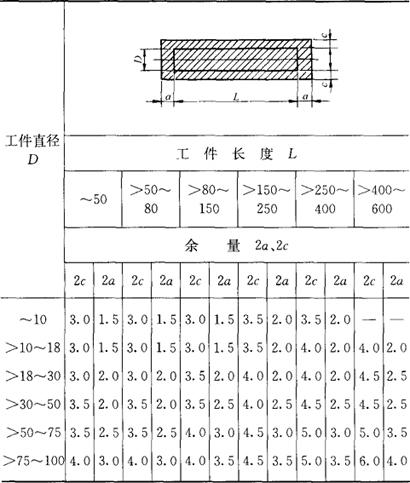
注:1.表中数值适用于淬火工件,若工件不需车去脱碳层,则直径余量可减少20%~25%。
2.决定毛坯直径应根据产品规格,选择相邻近的尺寸。
③中等尺寸模具零件加工工序余量(表7.1-3)。
表7.1-3 中等尺寸模具零件加工工序余量 (mm)
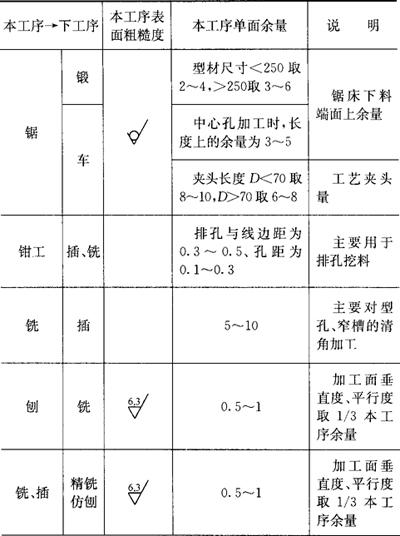


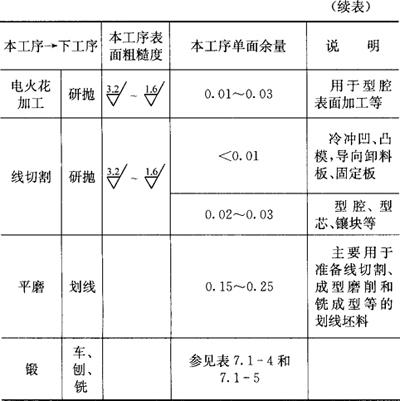
注:1.对于尺寸大于120mm或淬火易变形的工件,放磨余量约增大30%。
2.对Cr12、Cr12Mo、3Cr2W8V、W18Cr4V等难磨材料,磨削余量应酌情减小30%~50%。
上一篇:压机选择
下一篇:模具工简明实用手册目录