刨削加工
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第479页(2968字)
刨削虽然效率不如铣削加工效率高,但对薄板零件加工时工件变形较小,以及在加工大型零件时具有的独特的优点等,刨削尚不能完全由铣削、拉削替代,尤其目前我国大批量生产的企业较少,在机械加工行业中刨削加工仍然占有重要地位。
(一)刨床
牛头刨床用于加工中、小型工件,根据最大刨削长度分为小型、中型、大型三个类型:小型牛头刨床的刨削长度在400mm以下;中型的在400~650mm内;大型的在650mm以上。
B6050型牛头刨床如图7.3-21所示,各种牛头刨床的技术规格见表7.3-13。
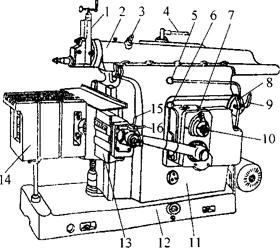
图7.3-21 B6050型牛头刨床
1.刀架;2.滑枕;3.调节滑枕位置手柄;4.紧定手柄;5.操纵手柄;6.快速手柄;7.走刀量调节手柄;8.变速手柄;9.变速手柄;10.调节行程长度手柄;11.床身;12.底座;13.横梁;14.工作台;15.工作台横向或垂直走刀转换手柄;16.走刀运动换向手柄
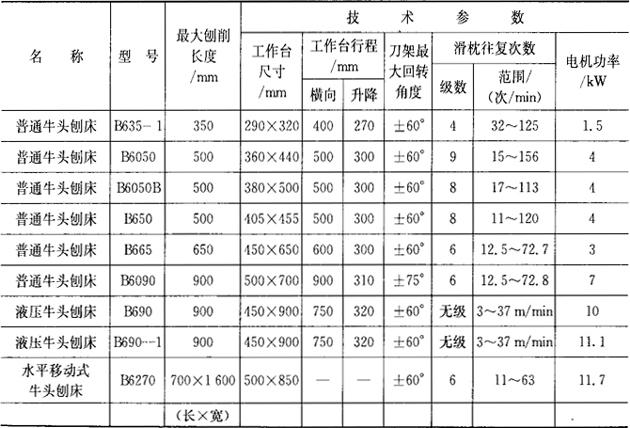
表7.3-13 各种牛头刨床的技术规格
各种龙门刨床技术规格见表7.3-14。
表7.3-14 各种龙门刨床技术规格表

(二)刨刀
1.按刀杆结构分
有直头刨刀和弯头刨刀,如图7.3-22所示。
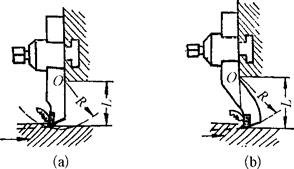
图7.3-22 直头刨刀和弯头刨刀
2.按加工形式分
刨刀按其加工形式及用途可分为平面刨刀——刨平面;左右偏刀——刨垂直面;切刀——切断材料和刨沟槽;左、右弯切刀——刨T形槽及侧面上的槽;左、右角度偏刀——刨燕尾槽及角度;内孔刀——刨内孔槽;样板刀——刨成型面;宽刃刀——精刨平面。各种形式刨刀如图7.3-23所示。
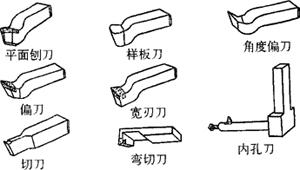
图7.3-23 各种形式刨刀
上述各种刨刀的应用情况如图7.3-24所示。
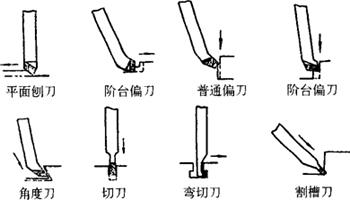
图7.3-24 常用刨刀及其应用
3.按走刀方向分
此类刨刀主要用来刨削平面,有较强的切削能力。
(1)左刨刀
当左手手掌放在刨刀上,手指朝向刀尖时,主切削刃在大拇指的一边,称为左刨刀。
(2)右刨刀
当右手手掌用上述方法放置时,主切削刃在大拇指的一边,称为右刨刀。
4.按刀具结构形式分
有整体式、焊接式、机械夹固式刨刀。
5.前角的选择
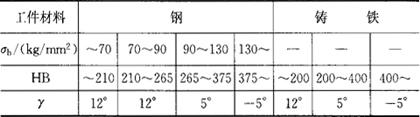
在加工过程中,总的来说,前角应尽量选得大一些,以减少切屑变形,从而减小切削力。高速钢刨刀前角可参考表7.3-15选择,硬质合金刨刀的前角可参考表7.3-16选择。
表7.3-15 高速钢刨刀前角
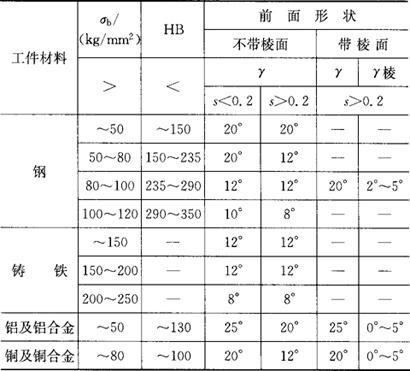
表7.3-16 硬质合金刨刀的前角
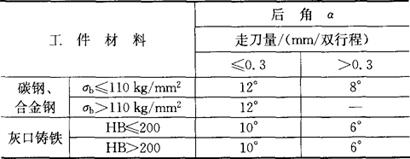
6.后角的选择
后角的作用主要是减少刀具后面与工件加工表面之间的摩擦及切削过程的振动等。
后角α的选择要根据切削厚度来确定,在粗加工时由于切削厚度大,刀具的后角应比精加工时的后角要小些。加工塑性材料时,金属的变形大,刀具后面与工件切削表面摩擦大,所以在保证刀刃强度的情况下,后角可比加工脆性材料时大些。高速钢刨刀的后角可按表7.3-17选择,硬质合金刨刀的后角可按表7.3-18选择。
表7.3-17 高速钢刨刀的后角
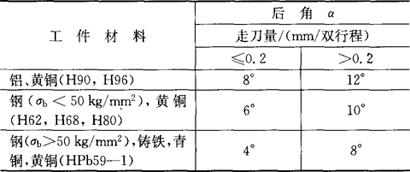
表7.3-18 硬质合金刨刀的后角
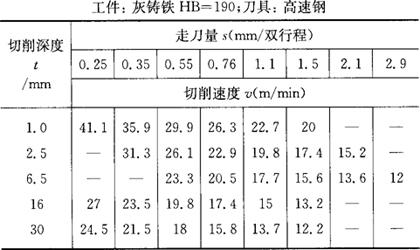
(三)切削用量的选择
切削用量的选择可参考表7.3-19~表7.3-24。
表7.3-19 刨平面切削用量(牛头刨床)
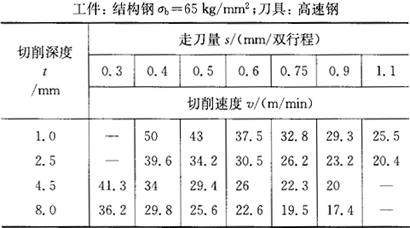
表7.3-20 刨平面切削用量(牛头刨床)
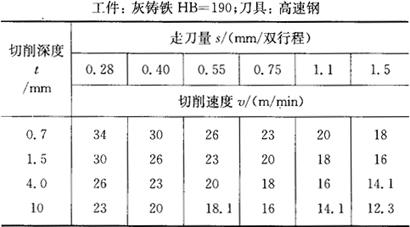
表7.3-21 刨槽及切断的切削用量
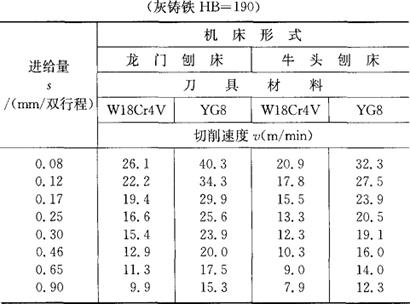
表7.3-22 刨槽及切断的切削用量
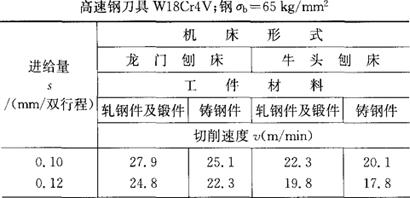
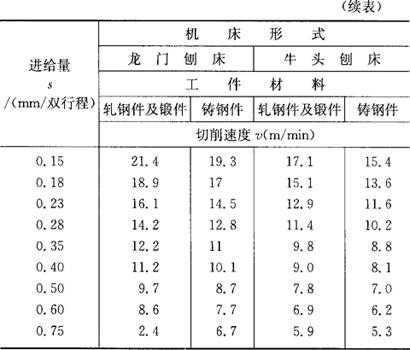
表7.3-23 刨平面切削用量(龙门刨床)
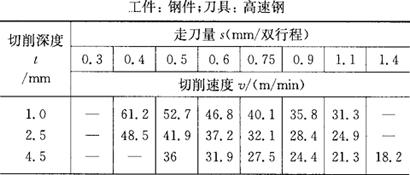
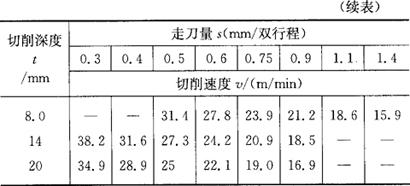
表7.3-24 刨平面切削用量(龙门刨床)
(四)刨床的润滑
机床上凡是有相对运动的零件,为了减少摩擦阻力、磨损、发热和能量消耗,就必须经常润滑各滑动部分。
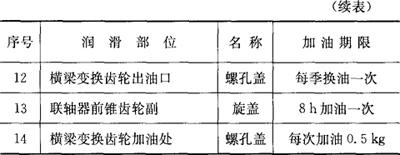
B6050型牛头刨床上的滑枕、导轨、齿轮副、滑块和导轨面等,都是机动润滑的。当机床启动时,油泵就开始工作,油池内的油液经过滤油器吸入油泵。润滑后的油流回油池,循环使用。油泵工作是否正常输送油液,可观察油塔中是否有油滴下,油池内储油应保持油标视孔的水平。该机床的润滑油杯和油孔位置等见表7.3-25。
表7.3-25 B6050型牛头刨床润滑点位置及加油期限表

注:工作台升降丝杠、横向丝杠及垂直导轨面等均需经常加油润滑。
刨床常使用的润滑油为20号机油或3号锭子油。