模具用铸件的制造
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第431页(1384字)
1.模具用铸件的分类
各种模具铸件大致可分三大类:
①底板、模座、框架类零件。如冷冲模底板、锻造用的剪切模座、压力机模座以及大型塑压模框架等。
②大型拉深模零件。
③锻模模体及电渣堆焊复合锻模需用的板极等。
2.模具铸件的技术条件
①铸件的化学成分和力学性能应符合图纸规定的材料牌号标准。
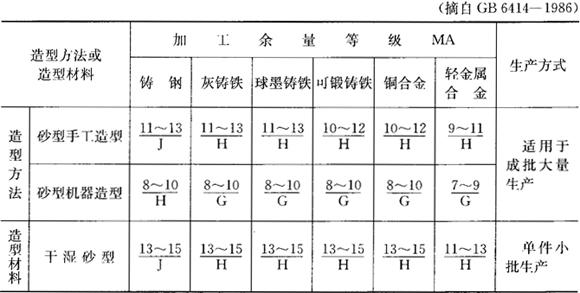
②铸件的尺寸公差数值(表7.1-8)应符合图纸规定的尺寸要求。铸件的尺寸公差等级可参考表7.1-9选取。
表7.1-8 铸件尺寸公差数值 (摘自GB 6414-1986) (mm)
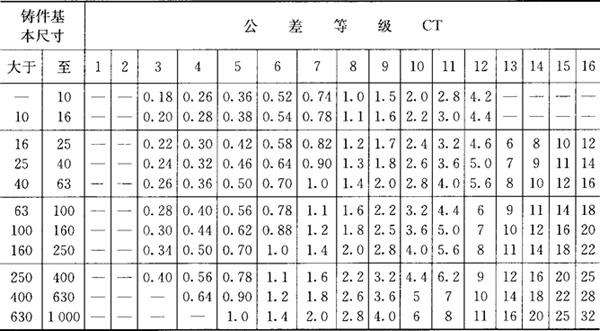
注:1.CT1和CT2没有规定公差值,是为将来可能要求更精密的公差保留的。
2.CT13~CT16≤16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
3.公差带一般情况下应对称分布,即公差的一半取正值,另一半取负值。
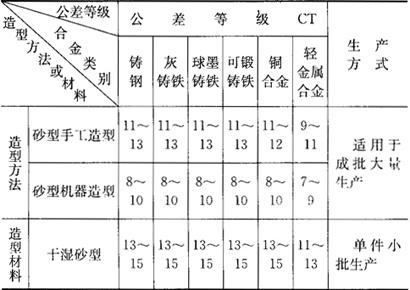
表7.1-9 铸件的尺寸公差等级 (摘自GB6414-1986)
③铸件非加工表面壁厚和筋厚偏差见表7.1-10。
表7.1-10 铸件非加工表面壁厚和筋厚偏差 (mm)
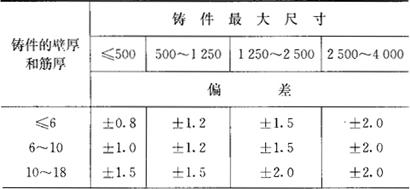
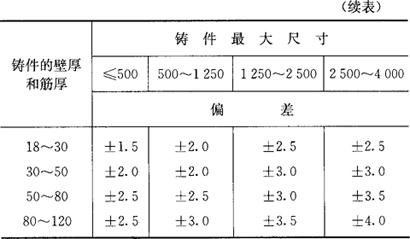
注:若铸造采用型与芯、芯与芯方式形成壁厚或筋厚时,其偏差可比表中数值增大30%。
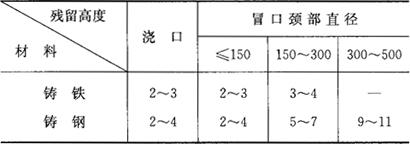
④非加工表面上浇冒口允许的残留高度见表7.1-11。
表7.1-11 铸件非加工表面上浇冒口允许的残留高度(mm)
⑤与铸件尺寸公差配套使用的机械加工余量,见表7.1-12。与铸件尺寸公差配套使用的铸件机械加工余量等级可参考表7.1-13选取。
表7.1-12 与铸件尺寸公差配套使用的机械加工余量
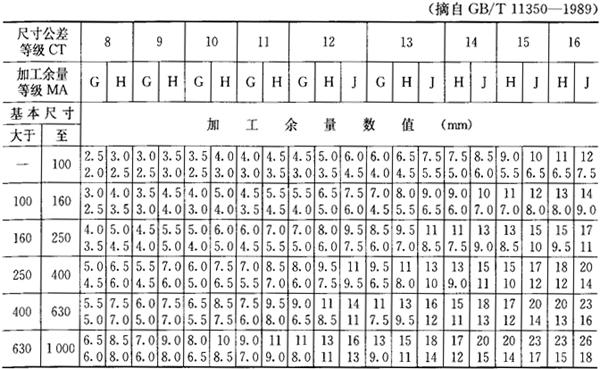
注:表中每栏有两个加工余量数值,上面的数值为以一侧为基准,进行单侧加工的加工余量值,下面的数值为进行双侧加工时每侧的加工余量值。
表7.1-13 与铸件尺寸公差配套使用的铸件机械加工余量等级
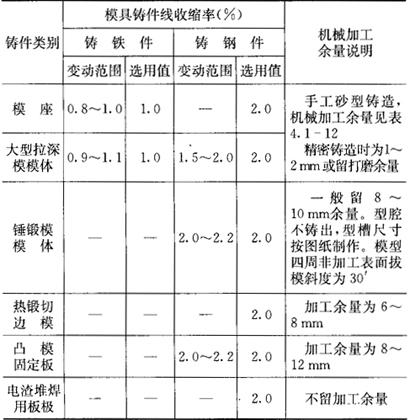
⑥模具铸件线收缩率及加工余量(表7.1-14)。
表7.1-14 模具铸件线收缩率及加工余量