埋弧焊工艺
书籍:焊工简明实用手册
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第217页(1469字)
(一)焊前准备
1.焊接接头形式和焊缝坡口形状
表3.2-4系按照GB/T 986-1988《埋弧焊焊缝坡口的基本形状和尺寸》选定焊缝的坡口形状和尺寸。
表3.2-4 埋弧焊焊缝坡口的基本形状和尺寸(GB 986-88)

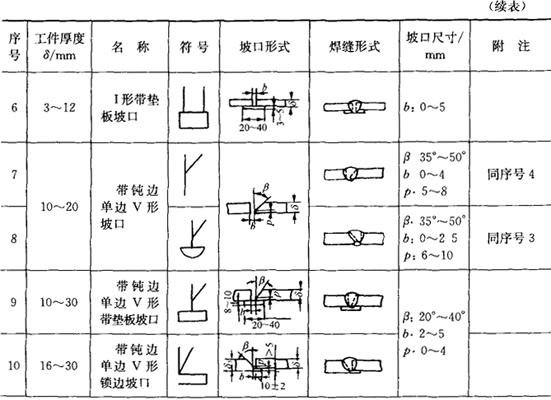
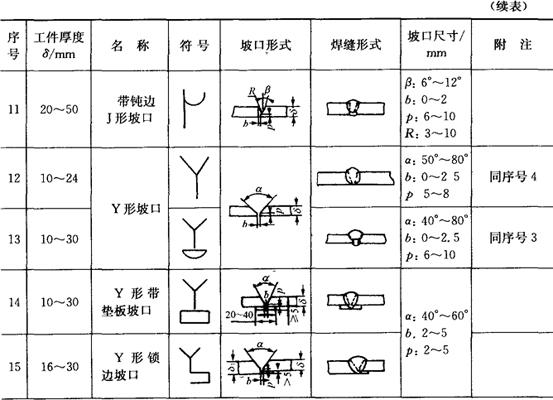






注:①HD表示采用焊剂垫。
②TD表示采用铜垫。
2.焊接部位的清理
将坡口及坡口两侧各20mm区域内的氧化皮、油污、水分及有害物质清理干净。
3.组装和定位焊
组装要保证间隙和错边量在允许范围。板厚<25mm,定位焊缝长50~70mm,间距300~500mm。板厚>25mm,定位焊缝长70~100mm,间距200~300mm。
4.引弧板和引出板
引弧板和引出板应选用与焊件同材质,其坡口形状和尺寸应与焊件相同。
5.焊接衬垫和打底焊
焊接衬垫可为永久衬垫(加固定垫板或采用锁边坡口)和可拆衬垫(焊剂垫、铜垫、焊剂-铜垫以及热固化焊剂衬垫等)。
开坡口根部焊接的第一条焊缝称为底焊道,起到焊接衬垫的作用。
(二)埋弧焊焊接工艺参数
表3.2-5为结构钢焊剂垫上单面焊双面成型埋弧焊焊接工艺参数;表3.2-6为不开坡口对接接头悬空双面焊焊接工艺参数;表3.2-7为焊剂垫预留间隙双面焊焊接工艺参数;表3.2-8为焊剂垫带坡口的双面焊焊接工艺参数。
表3.2-5 焊剂垫上单面焊双面成型埋弧焊焊接工艺参数
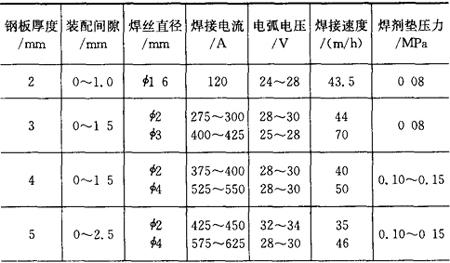

表3.2-6 不开坡口对接接头悬空双面埋弧焊焊接工艺参数

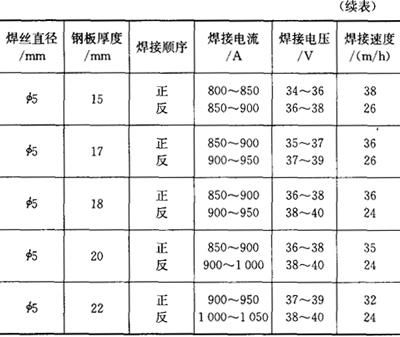
表3.2-7 焊剂垫预留间隙的双面焊焊接工艺参数


注:焊接用交流电,焊剂431。
表3.2-8 焊剂垫带坡口的双面焊焊接工艺参数

上一篇:埋弧焊焊丝与焊剂的选配
下一篇:焊工简明实用手册目录