等离子弧切割
书籍:焊工简明实用手册
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第287页(714字)
等离子弧的温度高,能量集中,能切割氧-乙炔焰难以切割的金属和非金属材料,其切割速度快(厚度不大时,是氧-乙炔气割的5~6倍),切割面光洁,热变形小。但切割时有弧光辐射,烟尘及噪音,其设备较贵,空载电压高,耗电大,安全性较差。
目前等离子弧切割类型有:一般等离子弧切割;水再压缩等离子弧切割及空气等离子弧切割。
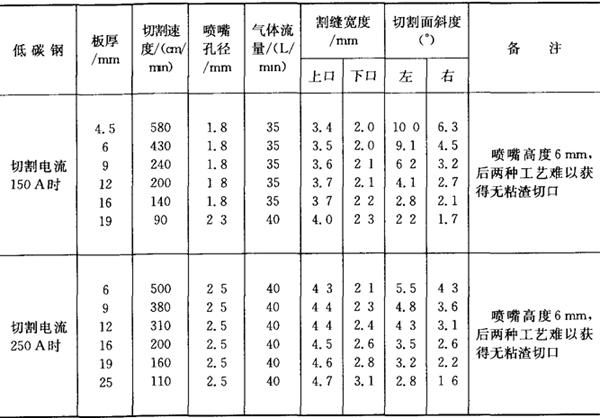
表3.4-6为一般等离子弧切割的工艺参数参考值;表3.4-7为氩-氢和氮等离子弧切割不锈钢的工艺参数参考值;表3.4-8为氩-氢和氮等离子弧切割铝的工艺参数参考值;表3.4-9为LG8-25型小电流空气等离子弧切割的工艺参数参考值;表3.4-10为LG8-25型大电流空气等离子弧切割的工艺参数参考值。
表3.4-6 等离子弧切割的工艺参数
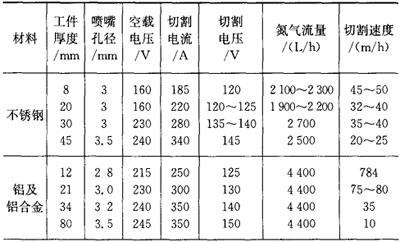
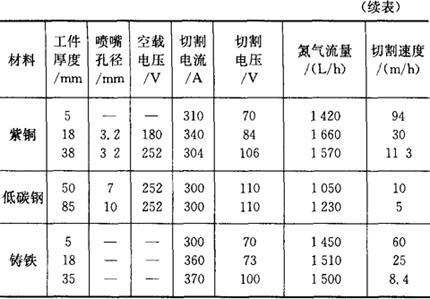
表3.4-7 氩-氢和氮等离子弧切割不锈钢的工艺参数
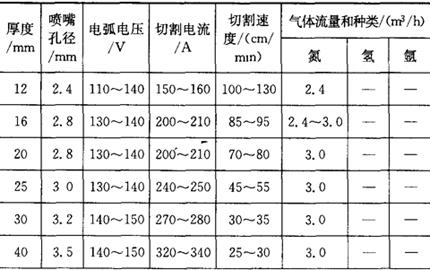
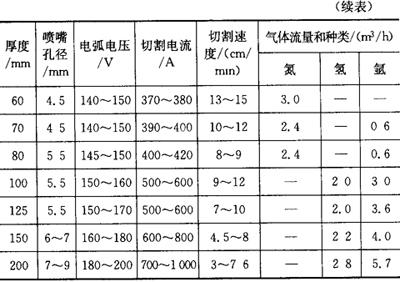
表3.4-8 氩-氢和氮等离子弧切割铝的工艺参数
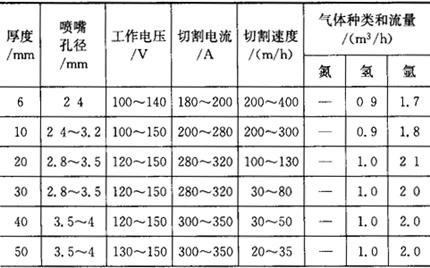
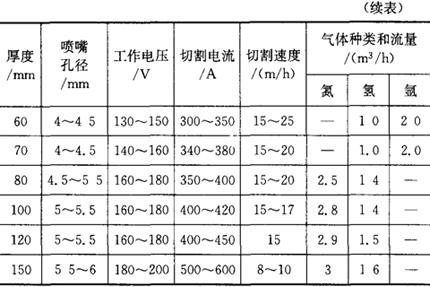
表3.4-9 LG8-25型小电流空气等离子弧切割的工艺参数
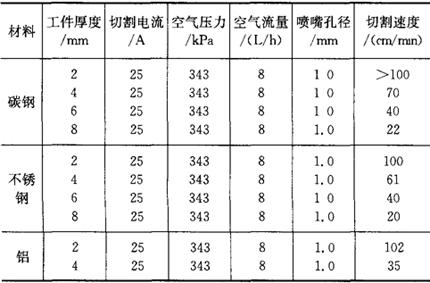
表3.4-10 LG8-25型大电流空气等离子弧切割的工艺参数
上一篇:等离子弧焊接
下一篇:焊工简明实用手册目录