二氧化碳气体保护电弧焊
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第263页(2025字)
(一)CO2气体保护电弧焊分类
CO2气体保护焊按操作方式分半自动和自动CO2气体保护焊;按焊丝直径分粗丝(焊丝直径为2.4~5.0mm)和细丝(焊丝直径<2mm)CO2气体保护焊。粗丝CO2气体保护焊采用大电流较高电弧电压,熔滴呈细颗粒过渡,用于中、厚板焊接。细丝CO2气体保护焊采用小电流,低电流电压,熔滴呈短路过渡,用于薄板焊接。焊丝可用实心焊丝或药芯焊丝。
(二)CO2气体保护电弧焊设备
CO2气保焊设备由弧焊电源、控制箱、送丝机构、焊炬及供气、供水系统所组成。
粗丝CO2气体保护焊要求变速送丝机构配合陡降外特性弧焊电源。细丝CO2气体保护焊要求等速送丝机构配合缓降外特性或平特性弧焊电源。弧焊电源均为直流,反接法施焊。
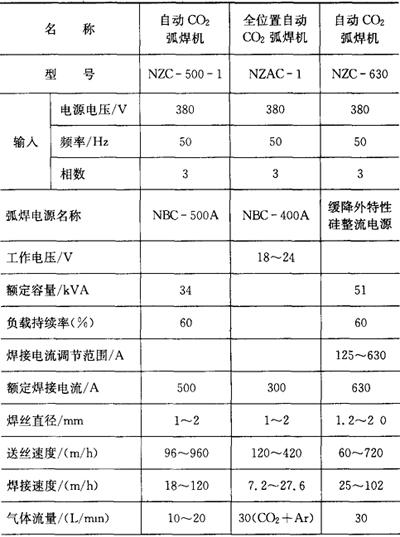
表3.3-18和表3.3-19分别为半自动CO2气体保护焊设备和自动CO2气体保护焊设备的技术参数。
表3.3-18 半自动CO2气体保护焊设备的技术参数


表3.3-19 自动CO2气体保护焊设备的技术参数

(三)CO2气体保护电弧焊焊接工艺
1.实心焊丝CO2气体保护焊焊接工艺参数
(1)焊接电流和电弧电压
图3.3-1为短路过渡(Ⅰ)和颗粒过渡(Ⅱ)时焊接电流与电弧电压的匹配关系,此时电弧稳定,飞溅最少。

图3.3-1 短路过渡(Ⅰ)和颗粒过渡(Ⅱ)焊接电流与电弧电压的匹配
(2)焊接回路电感
短路过渡要求焊接回路中有合适的电感,其电感参考值见表3.3-20。
表3.3-20 焊接回路电感参考值

(3)焊丝伸出长度
短路过渡焊丝伸出长度过长,易成段熔断。过短,飞溅金属易堵塞喷嘴,也不易观察焊接过程,一般伸出长度为10~20mm。
(4)气体流量
细丝(Φ≤1.6mm)短路过渡焊接的气体流量在5~15L/min;粗丝(Φ>1.6mm)在10~20L/min。颗粒过渡大电流时可达20~50L/min。
(5)典型CO2实心焊丝气体保护焊焊接工艺参数
表3.3-21和表3.3-22分别列出细丝CO2半自动和自动焊焊接工艺参数。表3.3-23为粗丝CO2自动焊焊接工艺参数。
表3.3-21 细丝CO2半自动焊焊接工艺参数

注:当进行立焊、横焊、仰焊时,电弧电压应取表中下限值。
表3.3-22 细丝CO2自动焊焊接工艺参数


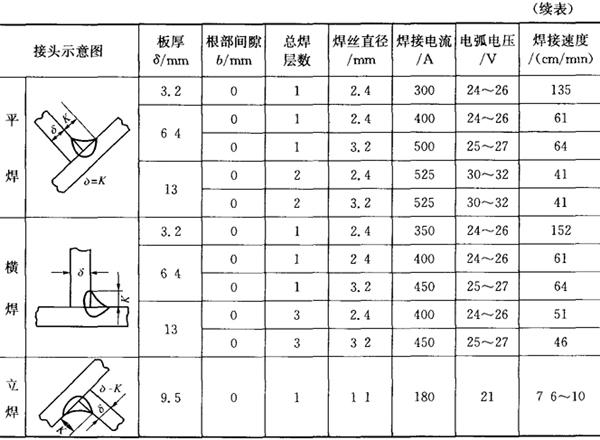
表3.3-23 粗丝CO2自动焊焊接工艺参数



表3.3-24 药芯焊丝CO2气体保护焊焊接碳钢的焊接工艺参数
(保护气体流量为17L/min)

2.药芯焊丝CO2气体保护焊焊接工艺参数
药芯焊丝CO2气保焊是一种气-渣联合保护的焊接方法。保护气可采用纯CO2气,也可用CO2+Ar混合气体或自保护。药芯焊丝CO2气保焊的焊接设备与实心焊丝CO2气保焊设备通用。
表3.3-24为药芯焊丝CO2气保焊焊接碳钢的工艺参数。