典型低合金耐蚀钢的熔化焊焊接工艺
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第498页(4924字)
1.09MnCuPTi耐蚀钢的焊接工艺
09MnCuPTi耐蚀钢是结合我国资源条件开发的钢种,耐大气腐蚀的性能比低碳钢高出1~1.5倍。常用于制造机车车辆、桥梁、电站和矿井机架等。由于钢中碳的含量低,合金元素含量不高,其焊接性良好。其焊接工艺要点与普通低合金结构钢相似。
可以采用焊条电弧焊、埋弧焊和各种气体保护焊方法焊接。当焊件厚度在中厚以下和环境温度在0℃以上时,可以不预热施焊。如果厚度较大或环境温度在0℃以下时,应进行预热,预热温度通过焊接性试验确定。
焊条电弧焊时,根据板厚可选用E5003-G(J502WCu),E5016-G(J506WCu),E5015-G(J507CuP)等焊条焊接。埋弧焊时,可采用具有耐大气腐蚀性能的焊丝(例如H08MnMoCuP)配合SJ101烧结焊剂焊接。
钢的焊接热输入范围比较宽,焊条电弧焊为2~3.5kJ/cm;埋弧焊为3~4.5kJ/cm。
2.08CuPVRE耐大气腐蚀用钢的焊接工艺
08CuPVRE钢是结合我国资源开发的具有优良耐大气腐蚀性能的Cu-P系低合金耐蚀钢。板厚通常不大于16mm。目前,已广泛的应用于制造各种铁路车辆上,还用于矿井机架、建筑结构和农业机械等领域。
08CuPVRE钢的碳当量为0.174%~0.249%,钢合金元素含量也不高,焊接性很好。因此,焊前不需要预热,焊后也不需要进行任何热处理。
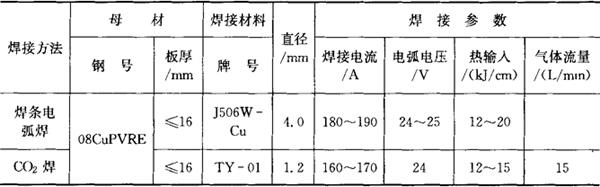
常用的焊接方法有焊条电弧焊、CO2气体保护焊等。焊条电弧焊时,可采用E5016-G(J506WCu)焊条焊接,当钢板较薄时,也可以选用E5003-G(J502WCu)焊条焊接。CO2气体保护焊时,可选用TY-01焊丝焊接,所焊出的熔敷金属的化学成分的质量分数(%)为:C 0.076、Si 0.41、Mn 0.75、P 0.018、S 0.015、Cu 0.44、Ni 0.40、Cr 0.24,性能满足要求。焊接08CuPVRE钢推荐采用的焊接参数见表7.5-4。
表7.5-4 焊接08CuPVRE钢推荐采用的焊接参数
3.09CuPTiRE耐大气腐蚀用钢的焊接工艺
09CuPTiRE钢是结合我国资源开发的Cu-P系的合金耐蚀钢,具有优良的耐大气腐蚀性能和较好的加工性能。通常板厚<16mm。广泛应用于制造各种铁路车辆,也用于制造汽车、集装箱和建筑结构。
09CuPTiRE钢合金元素总量少,碳当量只有0.178%~0.235%,因此,焊接性很好。焊前不需要预热,焊后也不需要进行任何热处理。
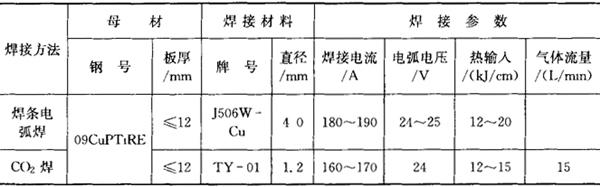
常用的焊接方法有焊条电弧焊、CO2气体保护焊等。焊条电弧焊可采用E5016-G(J506WCu)焊条,当钢板较薄时,也可以采用E5003-G(J502WCu)焊条焊接;CO2气体保护焊时,可选用TY-01焊丝焊接,熔敷金属的化学成分质量分数(%)为:C 0.076、Si 0.41、Mn 0.75、P 0.018、S 0.015、Cu 0.44、Ni 0.40、Cr 0.24。焊接09CuPTiRE钢推荐采用的焊接参数见表7.5-5。
表7.5-5 焊接09CuPTiRE钢推荐采用的焊接参数
4.WSPA耐大气腐蚀用钢的焊接工艺
WPSA钢是武汉钢铁公司研制的Cu-P-Cr-Ni系低合金耐蚀钢,具有优良的耐大气腐蚀性能和良好的成型性。板厚通常不大于12mm。广泛应用于各种铁路车辆、农业机械、集装箱和各类铁塔等构件的制造。
该钢虽然加入了一定量Cr和Ni元素,但合金元素含量不高,碳的含量很低,淬硬倾向很小,因此焊接性良好。焊前不需要预热,焊后也不需要进行任何热处理。
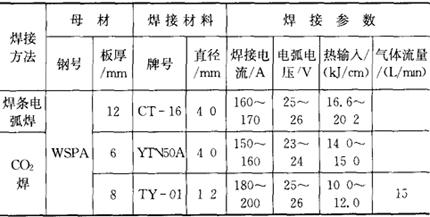
常用的焊接方法有焊条电弧焊、CO2气体保护焊等。焊条电弧焊可选用CT-16焊条或YTN50A焊条;CO2气体保护焊可选用TY-01焊丝。采用YTN50A焊条和采用TY-01焊丝焊出的熔敷金属化学成分见表7.5-6;熔敷金属力学性能见表7.5-7;推荐采用的焊接参数见表7.5-8。
表7.5-6 焊接WPSA钢选用的焊接材料及熔敷金属成分

表7.5-7 WPSA焊后熔敷金属力学性能
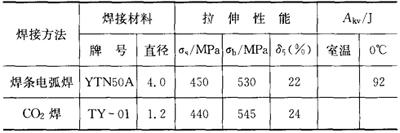
表7.5-8 焊接WPSA钢推荐采用的焊接参数
5.10MnPNbRE耐海水腐蚀用钢的焊接工艺
10MnPNbRE钢是符合我国资源开发条件研制出的具有Mn-P-Nb-RE系的耐海水、抗大气腐蚀性能较好的低合金耐蚀钢。其耐海水腐蚀性能比Q235高出60%。利用这种钢可以制造海上采油井架、船舶、海港设施等。
该钢的特点是:碳的含量较低;合金元素总量不高;强度级别也不是很高;因此钢的淬硬倾向较小,只要焊接材料和焊接参数选择合适,保证母材中的Wc+Wp≤0.25%,则焊接性良好。
焊条电弧焊是焊接10MnPNbRE钢比较常用的焊接方法,可以选用E5015-G(J507CuP)焊条或E5016-G(J506CuPRE)焊条焊接。薄板焊件不需要预热,当板厚大于20mm时,焊前应采取预热措施,一般预热温度为100~150℃。焊后缓冷。当选用直径为Φ4mm焊条时,以采用170~180A的焊接电流、25V~28V的电弧电压和150~160mm/mm的焊接速度为宜。
6.08PVRE耐海水腐蚀用钢的焊接工艺
08PVRE钢是在过去的08MnPV钢的基础上,通过加入稀土合金元素研制出的一种耐海水腐蚀低合金钢。该钢具有良好的耐海水腐蚀性能,可用于制造海水输送管线、船舶和海港设施等。
这种钢碳的含量很低、合金元素总量少。淬硬倾向很小,由于Wc+Wp≤0.25%,热裂倾向也很小,因此具有良好的焊接性。焊前不需要预热,焊后也不需要做任何热处理。但对大厚板或大刚性结构,应预热100~150℃,并注意焊后缓慢冷却。
采用焊条电弧焊时,可选用E5015-G(J507CuP、J507MoNbRe)和E5016-G(J506CuPRe)等专用耐海水腐蚀焊条。焊前焊条经350~400℃,1h烘干后使用。所采用的焊接参数为:焊接电流170~180A,电弧电压25~28V,焊接速度150mm/min,层间温度≤100℃。
7.15MoVAlTiRE耐石油腐蚀用钢的焊接工艺
15MoVAlTiRE钢是我国应用于耐石油腐蚀容器最早的钢种,以热轧状态供货。它具有优良的耐石油腐蚀性能,是比较理想的油罐用钢。
由于15MoVAlTiRE钢铝的质量分数较低(0.2%~0.3%),属于第一类含铝钢,熔合线处形成(铁素体带)脆化。另外,碳的含量也比较低,合金元素总量小,钢材的淬硬倾向也比较小。因此,15MoVAlTiRE钢具有良好的焊接性。焊前一般不需要预热,焊后也不需要进行热处理。焊接接头的冲击韧度和冷弯角等均为良好。这种钢可以采用与Q235相同的焊接工艺施焊。
生产中,多采用焊条电弧焊和埋弧焊焊接,尤其是焊条电弧焊应用更为普遍。
焊条电弧焊时应采用15MoVAlTiRE钢专用焊条焊接,可选用E5515-G(J557Mo、J507MoV)等焊条。焊前焊条经350~400℃,1h烘干后使用。
8.12AlMoV耐石油腐蚀用钢的焊接工艺
12AlMoV钢的铝质量分数为0.70%~1.10%,属于第二类含铝钢,因此有在熔合线靠近母材一侧产生铁素体带倾向,平均宽度为0.1~0.15mm,在铁素体带中还析出微小点状或短条状析出物。在800℃以下二次加热时,铁素体带有所增加,但加热到1150℃,保温4h,铁素体带变小。该钢的含碳量较低,合金元素总量小,淬硬倾向小,因此12AlMoV钢的焊接性是良好的。焊前一般不需要预热,焊后也不需要进行热处理。
通常采用焊条电弧焊焊接12AlMoV钢,焊条可选用E5015-G(J507Mo),也可选用专用焊条“抗腐02”焊条。熔敷金属的化学成分(质量分数,%)为:C 0.055、Mn 0.63、Si 0.40、Mo 0.81、V 0.38、RE 0.01、S≤0.01、P≤0.012,抗拉强度σb≥542MPa,δs≥24.3%。
9.15Al3MoWTi及15Al2Cr2MoWTi耐石油腐蚀用钢的焊接工艺
15Al3MoWTi及15Al2Cr2MoWTi钢具有很强的耐石油腐蚀性能。特别是在含高硫石油、高温重油中耐腐蚀性能尤为显着。经裂化分馏塔底的挂片试验表明,15Al3MoWTi钢的各项性能已达到或超过了5Cr-0.5Mo钢的水平,5Al2Cr2MoWTi钢是在15Al3MoWTi钢的基础上改进而成的,两种钢的基本性能相似,两种钢广泛地应用于炼油厂的各种塔容器和管道。
两种钢中铝的含量均较高,均属于第三类含铝钢,因此都存在熔合线靠近母材一侧产生“铁素体带”脆化问题。不仅能产生组织粗大的铁素体带,而且在铁素体的晶界上能析出小点状和短条状的脆性相,其硬度高达800~1200HV,因此,使熔合线处的塑性和韧性降低。焊后需要进行650℃,保温3h的高温回火处理,以消除这些脆性相和改善接头的性能。由于这两种钢的碳含量不高,合金元素总量不多,淬硬倾向比较小,当板厚较小和结构刚性不大时,焊前可不预热;但当钢板厚度和结构刚性较大时,焊前需要预热,预热温度一般为100~150℃。多层焊的层间温度为100~150℃为宜。
可以采用焊条电弧焊、埋弧焊和各种气体保护焊焊接这两种钢。焊条电弧焊目前用得比较多,可以选用E5015-G(J507Mo、J507MoNb)焊条焊接,也可以采用专用焊条E5015-G(J507CrMo,J507CrAlMo)焊条焊接。
为了减少熔合线附近的“铁素体带”,应采用小电流,快速施焊。