罐头的密封
出处:按学科分类—农业科学 中国轻工业出版社《肉类工业手册》第442页(5918字)
罐头的密封是采用封罐机将罐身和罐盖的边缘紧密卷合,这就是密封式封罐,或称封口。依靠罐头的密封,使罐内食品与外界完全隔绝,罐内食品不再受到外界空气和微生物的污染而产生腐败。
由于罐藏容器的种类不同,罐头密封的方法也各不相同,现将马口铁罐、玻璃罐及蒸煮袋的密封方法简述如下:
(一)马口铁罐的密封方法
1.密封的原理
马口铁罐的密封主要是通过封罐机,将罐身的翻边部分(身钩)和盖的钩边部分(盖钩),并包括密封垫料胶膜,进行牢固而紧密地卷合,形成二重卷边。二重卷边是金属罐藏容器的一种封口结构,它由五层板材组成,其中盖钩三层,身钩二层,但在罐身接缝叠接部位则为七层板材组成,身钩多二层。在卷边缝的内部则衬垫以富有塑性的胶膜。这种二重卷边结构对于容器有良好的封口作用,完善的致密性能,从而保证罐头食品的罐藏效果。
封罐机的种类繁多,式样和效率不同,但其构造都有四个主要的共同部件,即头道辊轮、二道辊轮、托底板和压头(顶板)这四个部分配合起来,在封罐机上组成一个封罐机头,不论何种类型封罐机,要得到紧密的封口,必须对封罐机进行准确的调节,使封罐机头四部分处于正确的相对位置。
2.二重卷边的形成
二重卷边的形成过程,就是辊轮沟槽与罐盖接触造成卷曲推压的过程。当罐身和罐盖同时进入封罐机内封口作业位置时,在压头和托底板的配合作用下,先是一对头道辊轮做径向推进,逐渐将盖钩滚压至身钩的下面,同时盖钩和身钩逐步弯曲,两者逐步相互钩合,形成双重的钩边,使二重卷边基本定型。头道辊轮离去并缩进后不再接触罐盖,紧接着由一对二道辊轮进行第二次卷边作业。二道辊轮的沟槽部分进入并与罐盖的边缘接触,随着二道辊轮的推压作用,盖钩和身钩进一步弯曲,形成五层板材的二重卷边。卷封作业如图2-13-3所示。卷边作业的同时,使盖钩内的密封胶紧紧地卷压在二重卷边缝隙中,从而加强二重卷边的密封效果。

图2-13-3 二重卷边卷封作业示意图
(1)、(2)、(3)第一次卷边作业(4)第二次卷边作业
1-头道辊轮 2-二道辊轮 3-压头 4-罐身 5-罐盖 6-胶膜
这种卷边作业的形式有两种:一种是罐身做自身旋转,两对辊轮对罐身仅做径向位移来完成卷边作业;另一种是罐身固定不动,卷边辊轮绕罐旋转,并向罐身做径向移动来完成卷边作业。可见,卷边作业中卷边辊轮对罐体中心都是做径向运动的。产生这种运动形式的方法很多,就目前封罐机使用看,主要采用凸轮机构和偏心装置。
3.二重卷边结构及技术要求
二重卷边结构及各部分名称如图2-13-4所示。
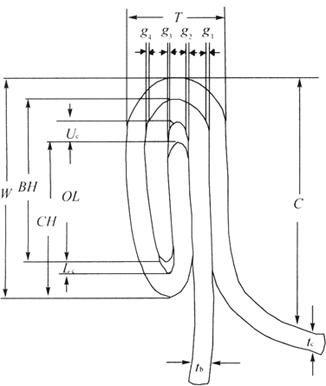
图2-13-4 二重卷边结构示意图
T-卷边厚度 W-卷边宽度 C-埋头度 BH-身钩宽度 CH-盖钩宽度 OL-叠接长度 Ue-盖钩空隙 Le-身钩空隙 tb-罐身铁皮厚度 te-罐盖铁皮厚度 g1+g2+g3+g4-卷边厚度空隙
(1)卷边厚度 卷边的厚度按不同罐型而定,即使同一罐型由于使用的镀锡板厚度不同卷边厚度也会有所不同。
卷边厚度计算公式:
T=3t。+2tb+G
式中 T——卷边厚度
tb——罐身使用的镀锡板厚度
te——罐盖使用的镀锡板厚度
G——卷边厚度空隙
G为卷边内部各层板材的间隙,即G=g1+g2+g3+g4。它与二道卷边辊轮的沟槽的形状、密封胶的种类和涂布量、罐身与罐盖涂料的种类等因素有关。对于镀锡板接缝圆罐二道辊轮卷封后,一般G为0.15~0.25mm。
(2)卷边的宽度 卷边的宽度与二重卷边内部结构状况有关。
一般用下列公式计算:
W=2.6te+BH+Le
式中 W——卷边的宽度
BH——身钩的宽度
Le——底部空隙
(3)埋头度 埋头度一般由封罐机压头和卷边厚度、宽度所决定。一般食品罐的埋头度应大于卷边宽度0.15~0.30mm。如为压力罐则应根据压力罐内容物压力的大小适当加大埋头度的深度。
(4)身钩、盖钩 二重卷边内部的身钩和盖钩对于不同的罐型(罐径)有不同的规格要求。身钩钩边宽度(亦称长度)必须适当,过小则卷封不足容易造成漏罐,过大则容易产生舌头(垂边),降低密封强度,影响容器质量。盖钩宽度一般与头道辊轮的槽形曲线有关,其宽度与身钩基本一致。
(5)上部空隙、底部空隙 二重卷边的内部存在上部空隙(盖钩空隙)和底部空隙(身钩空隙),实际生产中掌握一定的均匀的空隙度,可以适当容纳密封垫料,并保持封口卷边的紧密度要求。但一般来说,这种空隙要小一点,因为卷边内上下空隙过大,会使介于卷边部分的胶膜在卷封受压过程中,首先向这部分空隙移动并集聚,这样就不能牢固压缩、隔绝于板材之间,即不能充满于卷边厚度空隙之中,从而降低容器的密封效果。另外,卷边上下空隙过大,卷边的叠接度就会减少,容器密封强度也会降低;相反,叠接长度增大,容器密封强度增大。
一般正常封口条件下,上部空隙和底部空隙应相当于1~1.5倍的罐盖所用的镀锡板厚度。
(6)叠接长度 二重卷边内部盖钩、身钩相互重合叠接部分的长度称为卷边叠接长度。叠接长度OL可按下列公式计算:
OL=BH+CH+1.1te-W
式中符号同前。
(7)叠接率 叠接率(OL%)是指卷边内部身、盖钩实际叠接长度,与理论叠接长度(即身、盖钩的钩间距离)的百分比。它表示了卷边内部身钩和盖钩互相叠接的程度。实际生产中控制叠接率一般不小于50%。叠接率越高,越有利于罐头的密封。
叠接率可按下列计算公式:

式中符号同前。
也可由卷边剖切面在投影仪上的直接读数计算叠接率,计算公式如下:

式中 a——身、盖钩实际叠接长度(投影测定量)
b——身、盖钩理论叠接长度(投影测定量)
(8)紧密度 紧密度(TR%)是指卷边内部盖钩与平服部分占整个盖钩宽度的百分比。一般是以盖钩皱纹来衡量,皱纹是指卷边内部解体后,盖钩边缘上肉眼可见的凹凸不平的皱曲现象。盖钩的皱纹度(WR%)由盖钩上皱纹延伸程度占整个盖钩长度的比例而定。皱纹度和紧密度成对应关系,皱纹度越小,表示紧密度越高,如没有皱纹时紧密度为100%,若皱纹延伸到盖钩底部则紧密度为0,如图2-13-5所示。

图2-13-5 紧密度和皱纹度的示意图
紧密度表示卷压后盖钩上平服的程度,指示了罐头卷边密封的紧密程度。皱纹度越小,则卷边的紧密度越高,罐头的密封程度越佳,紧密度要求在50%以上。但视一个罐头卷封的紧密程度,还应和罐身压痕(PR)结合起来,才能较全面而准确地评判。
压痕,又称折痕、压脊,是在卷边解体后可见的,罐身内壁由于辊轮和压头紧压而成的明显压印痕迹。它是卷边松紧程度的指标之一。二重卷边要求罐身内壁有一定程度的压痕,但以不出现过大的压痕为度,如图2-13-6所示。
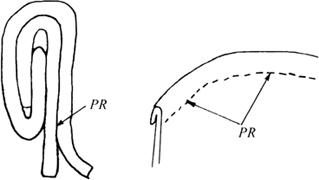
图2-13-6 压痕示意图
(9)垂唇 罐身缝叠接部位存在的铁舌称垂边,即外部垂唇,见图2-13-7。凡不是锐角,其宽度不超过卷边宽度的20%,不漏气者均允许存在。
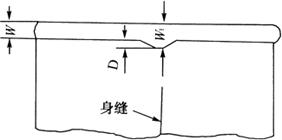
图2-13-7 垂边示意图
外部垂唇度(即唇边度)由下式计算:

式中 W——宽度
W1——身缝叠接部位的卷边宽度
由于锡焊圆罐接封处的卷边为七层板材,故卷封后接缝处的盖钩宽度容易发生减小,盖钩向下垂延形成内部垂唇,见图2-13-8。允许有不是锐角的圆弧内垂唇存在,但其宽度不应超过盖钩宽度的50%。内部垂唇度由下式计算:
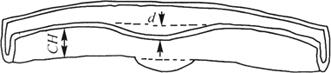
图2-13-8 内垂唇示意图

式中 d——内垂唇深度
(10)接缝盖钩完整率 卷边解体后观察,卷边接缝部位的盖钩发生内垂唇现象,则有效盖钩占整个盖钩宽度的百分比为接缝盖钩完整率(JR%),或称接缝盖钩率,见图2-13-9。目测时以每25%为一级评度。接缝盖钩完整率亦可采用测定内部垂唇来评定,两者关系为JR%=1-ID%。
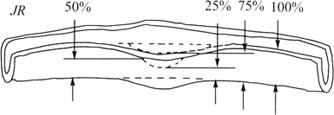
图2-13-9 接缝盖钩完整率示意图
接缝盖钩完整率,反映了卷边接缝处内部结构因存在内垂唇而造成盖钩宽度不足的现象,表示其有效盖钩的程度。盖钩完整率越高,罐头密封性能越好。
(11)卷边的外观要求 二重卷边顶部应平服,下缘应光滑。卷边的整个轮廓须卷曲适当,整个卷边缝的宽度应保持完全一致。不存在卷边不完全(滑口)、假卷(假封)、大塌边、快口、牙齿、铁舌、卷边破裂、双线、跳封或跳过以及因压头或卷边辊轮故障引起的其它缺陷。卷边下缘不应存在密封胶膜挤出等现象。
(12)卷边的耐压要求 中小型圆罐采用压力为98kPa的压力试验,或者采用真空度为6.8×10-4Pa的减压试验,都要求至少2min不漏气。直径为153mm的大圆罐,内压较大时埋头部位容易挠曲,产生凸角,故加压试验压力减少至70kPa,维持2min以上不漏气。也可采用一般中小型圆罐的试压试验。
进行耐压试验及其它试漏时应缓慢加压。试验初期卷边空隙中可能逸出个别气泡,一般不看作漏气现象。
(二)玻璃罐的密封
玻璃罐的密封方法与马口铁不同,罐身是玻璃,罐盖一般为马口铁皮,是依靠马口铁皮和密封垫圈紧压在玻璃罐口而形成密封的,由于罐口边缘与罐盖的形成不同,其密封方法也不同,不论哪一种密封方法,都必须具有可靠的密封性能,封口机构应简单,开启应方便。目前常用的方法:卷边密封法、旋转式密封法、揿压式密封法等。
(1)卷边密封法是依靠玻璃罐封口机的辊轮的滚压作用,将马口铁盖的边缘卷压在玻璃罐的罐颈凸缘下,以达到密封的目的,见图2-13-10。这种方法多用于500mL玻璃罐的密封。其特点是密封性能好,但开启困难。最近研究的卷舌盖,开启较方便,已在一些罐头厂使用。
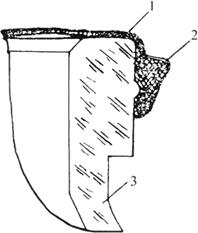
图2-13-10 500mL玻璃罐卷封式结构示意图
1-罐盖 2一橡胶圈 3-玻璃瓶
(2)旋转式密封法有三旋、四旋、六旋和全螺旋式密封法等。这种方法主要依靠罐盖的螺旋式盖爪扣紧在罐口凸出螺纹线上,罐盖与罐口之间填有密封垫圈,当装罐后,有旋盖机把罐盖旋紧,便得到良好的密封,见图2-13-11。三旋、四旋和六旋密封法的特点是开口容易,罐盖可以重复使用,广泛用于果酱类罐头的密封。全螺旋密封的特点是密封性能好,一般用于酸黄瓜、花生酱等罐头的密封。
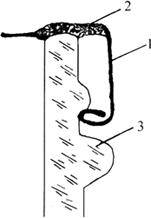
图2-13-11 四旋式玻璃瓶封口结构示意图
1-罐盖 2-塑料溶胶 3-玻璃瓶
(3)揿压式密封法是依靠预先嵌在罐盖边缘上的密封胶圈,由揿压机紧压在罐口凸缘线的下缘而得到密封,特点是开口方便,已用于小瓶装的蘑菇罐头等,见图2-13-12。
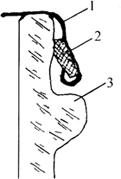
图2-13-12 压入式玻璃瓶封口结构示意图
1-罐盖 2-橡胶圈 3-玻璃瓶
(三)蒸煮袋的密封
软罐头容器系指耐高温蒸煮的复合薄膜袋,即蒸煮袋。一般采用真空包装机进行热熔密封法,依靠内层的聚丙烯材料在加热时熔合成一体而达到密封。热熔强度取决于蒸煮袋的材料性能,以及热熔合时的温度、时间和压力。